Alphabetical Index
Keyword Search
Casting Defects
Ingot Defects
Slab Defects
Drawing Defects
Forging Defects
Rolling Defects
Bearing Defects
Coating Defects
Corrosion Defects
Fractography
Heat Treatment Defects
Machining Defects
Other Defects
Pipeline Defects
Polishing Defects
Rail Defects
Tool Steel Defects
Welding Defects
Internal Defects
New Records
Surface Defects
Contact Us
Help
Home
Hot top cavity - ESR ingot defects

Figure 1: Example of hot top cavites.
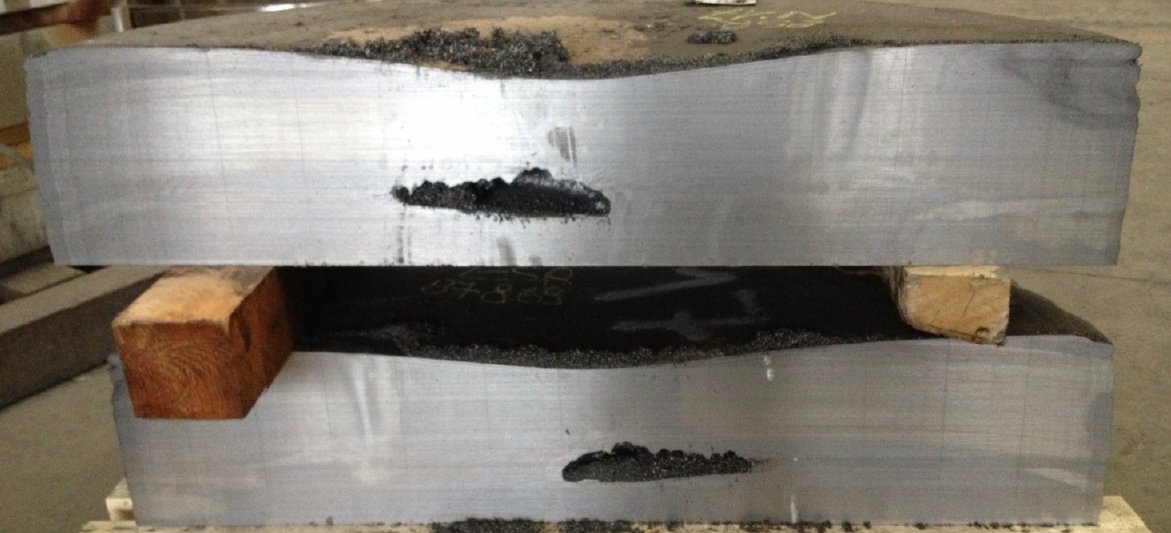
Figure 2: Example of hot top cavites.
Defect name: Hot top cavity
Record No.: 2423
Type of defect (Internal/Surface): Internal
Defect classification: ESR ingot defects
Steel name: Steel
Steel composition in weight %: No data.
Note: ESR is known as an alternative step on the continuous improvement in single ingot
production for heavy forgings. In the recent past a new state of the art ESR remelting system was
installed with the possibility to produce ingots in diameter from 1000 mm for 45 tons till 2000 mm
for 145 tons. Consumable electrodes from traditional fabrication processes which consist of melting
with electrical arc furnace, refining, degassing of the steel and bottom pouring will be used to
produce one single heavy ingot with best cleanness with the help of electrode exchange technique.
This paper tells about the furnace characteristics and the efforts to be made to ensure high quality
level in material and furnace preparation as well as save automatic production performances during
remelting and electrode exchange. Finally the results of ingots characterized by an elevated level of
chemical homogeneity and internal quality such as to ensure the absence of defect greater than
0.5 mm AVG during the final inspection of the forged part from the ESR production will be
presented. The ESR process serves for the reproducible quality in heavy ingot making and tightens
the limits in specifications together with high material yield.
Consequences of our inexperience were evident in a marked undulation of the skin, in a too limited
cap of slag at the end of remelting, in an evident ring in correspondence with the electrode change.
All this points do not represent big problems themselves but they have to be read as external
evidence of bigger possible internal problems: for examples, a small cap should immediately
suggest a possible shrink hole wider than desired and a too manifest electrode change position can
be easily linked to a non optimal internal structure of the ingot. At the end, the result of all the efforts done during remelting can be measured by the top and
bottom scrap percentage. While the lower part of the ingot should be discarded because of some
metallurgical reason related to the chemical composition variation and solidification direction
strongly influenced by the copper base plate, the upper part is affected by porosity and shrink hole
cavity strictly connected to how good is the hot top part of the melting profile (figs. 1 and 2) : better you
are able to manage the closing of the process, more material you can save on your ingot.
Unfortunately, this is absolutely not easy to obtain, in fact the hot top part of the recipe is the most
difficult part to optimize during remelting and often it required more than one cast to obtain a
satisfactory result.
Reference: Not shown in this demonstration version.