Alphabetical Index
Keyword Search
Casting Defects
Ingot Defects
Slab Defects
Drawing Defects
Forging Defects
Rolling Defects
Bearing Defects
Coating Defects
Corrosion defects
Fractography
Heat Treatment Defects
Machining Defects
Other Defects
Pipeline Defects
Polishing Defects
Rail Defects
Tool Steel Defects
Welding Defects
Internal Defects
New Records
Surface Defects
Contact Us
Help
Home
Ejection die - Tool steel defects
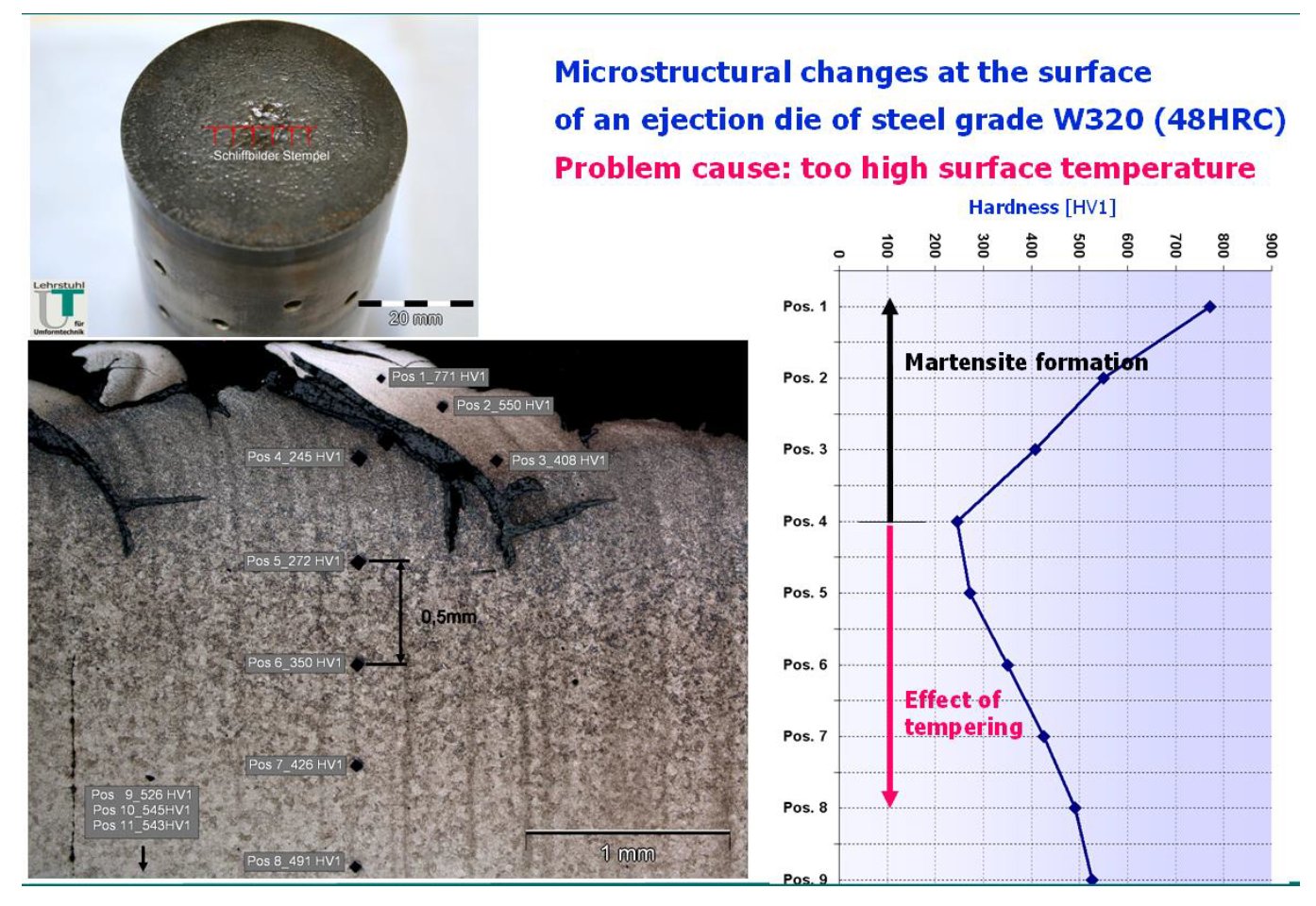
Figure 1: Damage and microstructure of an ejection die after 17000 strokes.
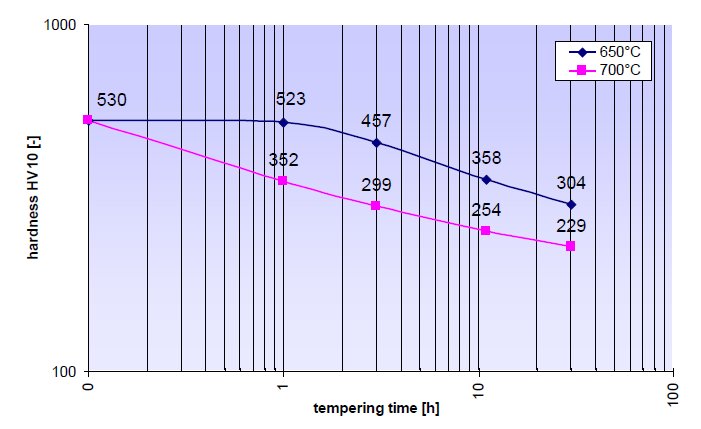
Figure 2: Hardness loss due to tempering of hot working tool steel W320.
Defect name: No data.
Record No.: 3232
Type of defect (Internal/Surface): Internal, surface
Defect classification: Tool steel defects
Steel name: Tool steel
Steel composition in weight %: No data.
Note: In this similar case, an ejector of a horizontal high speed forging machine shows a
complete different surface appearance at the contact area, as shown in Figure 1 together with
the microstructural section and hardness profile from the outer surface to the core. The
morphology gives some evidence of overheating. The microstructure in the outer region is
martensitic, and the hardness profile shows, that at position 4, there is a transition from an
over-tempered structure to a newly formed martensitic layer.
Due to the metallic contact the surface temperature can reach up to 700°C. It is the mean
temperature between preheating and forging temperature under the assumption that the
thermo-physical properties of the die and the forged part materials are similar. This can be
verified by some annealing tests using different temperatures and times. Figure 2 shows such
results and compared to the data in Fig.1, it can be confirmed that the above mentioned
contact temperature has been exceeded at the interface. Only intermediate layers having a low
thermal conductivity like Nickelbase-alloys or nitriding are good counter-remedies to lower
the contact temperature.
Reference: Not shown in this demonstration version.