Alphabetical Index
Keyword Search
Casting Defects
Ingot Defects
Slab Defects
Drawing Defects
Forging Defects
Rolling Defects
Bearing Defects
Coating Defects
Corrosion defects
Fractography
Heat Treatment Defects
Machining Defects
Other Defects
Pipeline Defects
Polishing Defects
Rail Defects
Tool Steel Defects
Welding Defects
Internal Defects
New Records
Surface Defects
Contact Us
Help
Home
A typical circumferential crack formed during the open-die forging - Ingot defects
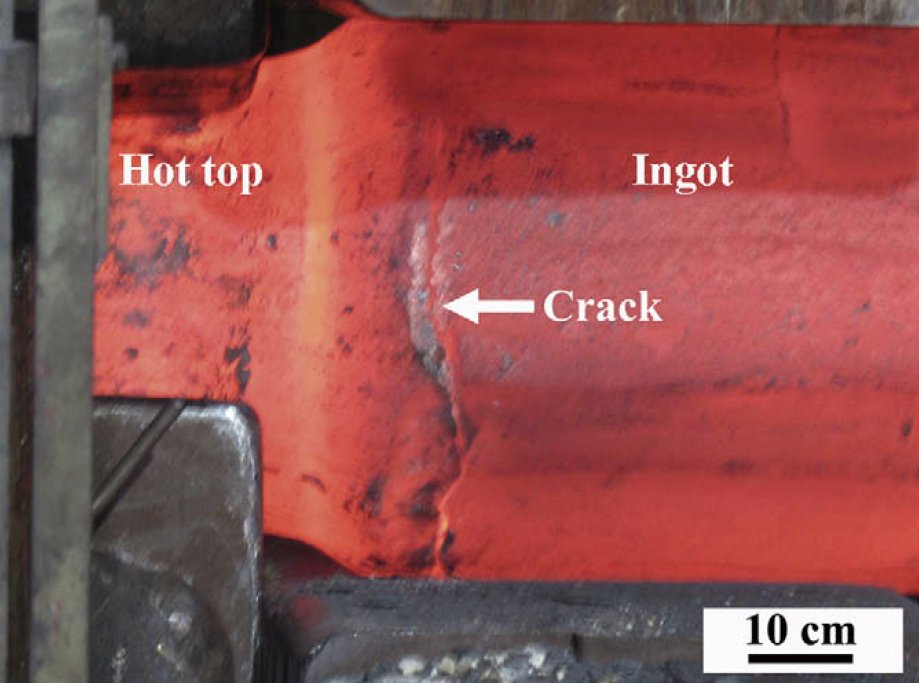
Figure 1: A typical circumferential crack formed during the open-die forging of a 6-ton
low alloy steel ingot.
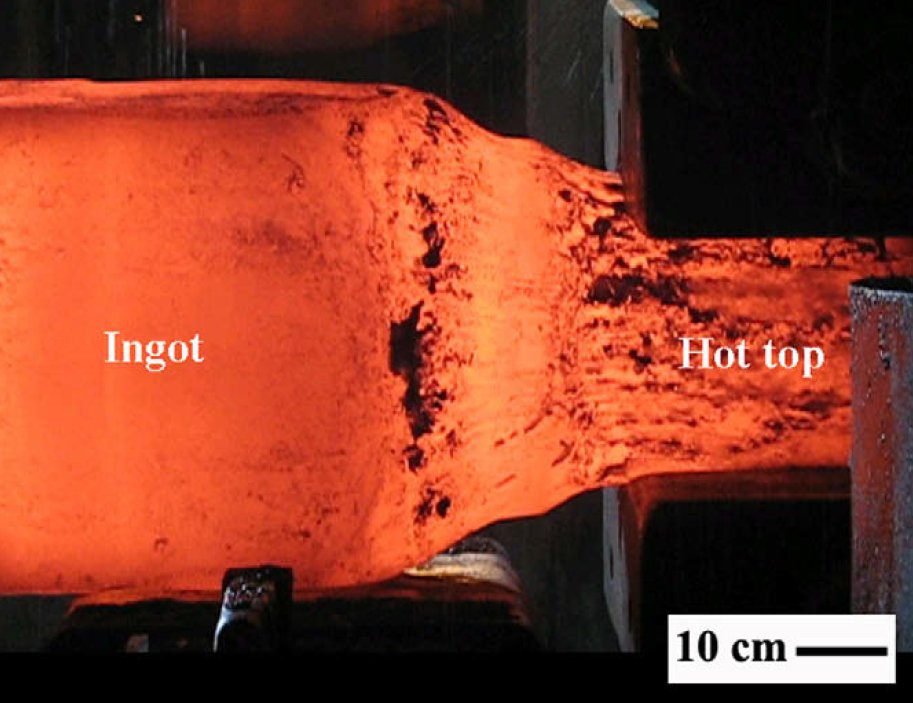
Figure 2: Photograph of a 6-ton low alloy steel ingot during the open-die forging the
similar ingot. Note that no crack is formed in the intersection of the hot top (right)
and ingot (left).

Table 1: Chemical compositions of ingot and mould.
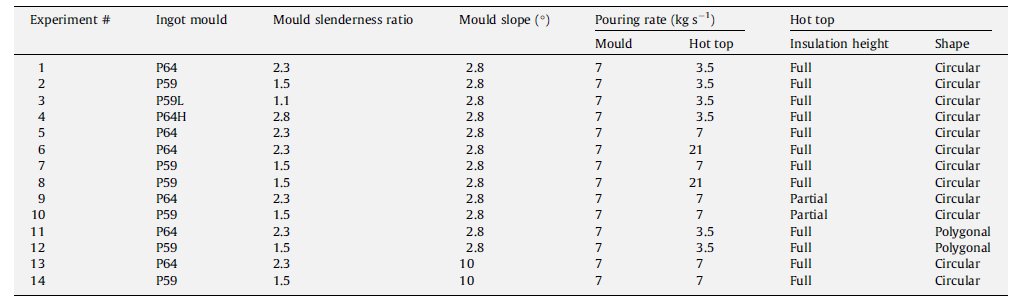
Table 2: Experimental conditions used for the simulations.
Defect name: Crack
Record No.: 3343
Type of defect (Internal/Surface): Surface
Defect classification: Forging defects, ingot defects
Steel name: Steel
Steel composition in weight %: No data.
Note: Todays forging industry requires a wide range of raw materials,
all of which must meet certain standards that limit the quality of
the semi-finished products. In addition to imparting a certain
shape and geometric dimensions, the forging process eliminates
defects in the initial semi-finished product as it breaks up
coarse-grained dendritic structures and nonmetallic inclusions. Thus, the final product is characterized both by the inherited
macrostructural nonuniformity of the ingot and by the nonuniformity
which results from plastic deformation. However, cracking
may occur during hot forging of steel ingots originating from the
cast microstructure or unsuitable forging conditions. The intersection
between the hot top (riser) and ingot is a critical region in
which circumferential cracks could form during the primary stages
of forging. The crack then propagates into the ingot and leads to
high crap formation. Fig. 1 shows a typical circumferential crack
that is formed during the open-die forging of a low alloy steel
ingot.
Fig. 2 shows the photograph of the same ingot shown in
Fig. 1 that is successfully hot forged and no crack is formed during
forging. This ingot was cast under constant pouring rate of 7 kg s(-1)
(i.e. the pouring rate in hot top is double compared to the one in
Fig. 1). It confirms that increasing pouring rate in hot top of P64 ingot
resulted in reducing crack susceptibility in the critical intersection
of hot top and mould ingot.
Reference: Not shown in this demonstration version.