Alphabetical Index
Keyword Search
Casting Defects
Ingot Defects
Slab Defects
Drawing Defects
Forging Defects
Rolling Defects
Bearing Defects
Coating Defects
Corrosion Defects
Fractography
Heat Treatment Defects
Machining Defects
Other Defects
Pipeline Defects
Polishing Defects
Rail Defects
Tool Steel Defects
Welding Defects
Internal Defects
New Records
Surface Defects
Contact Us
Help
Home
Alligatoring - 9Cr-1Mo steel - Rolling defects
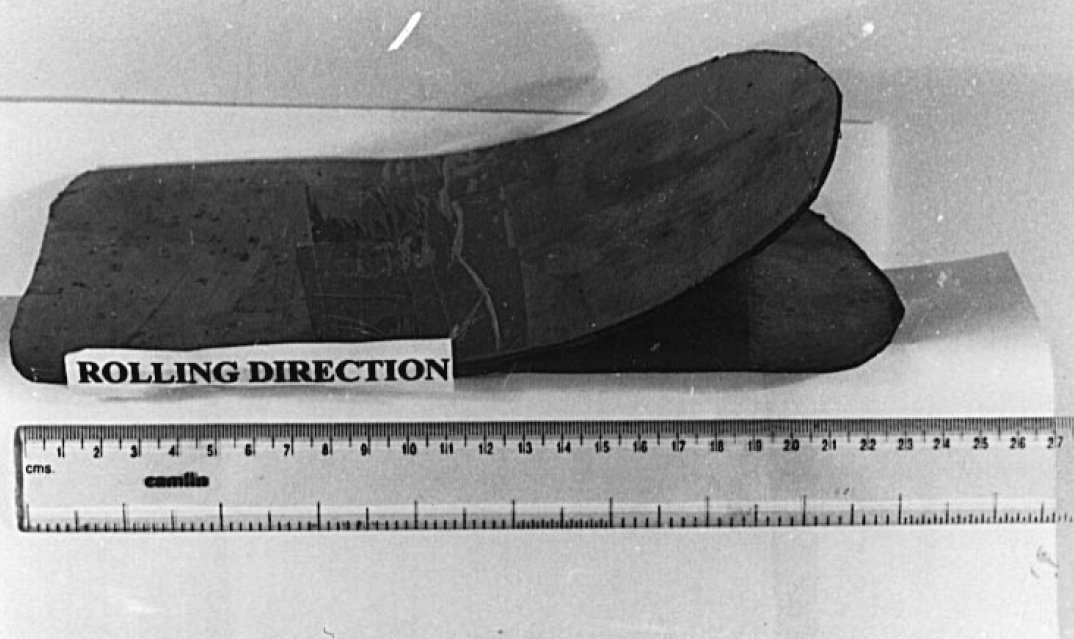
Figure 1: Failure of AR material by alligatoring after about 40% reduction at room temperature rolling.
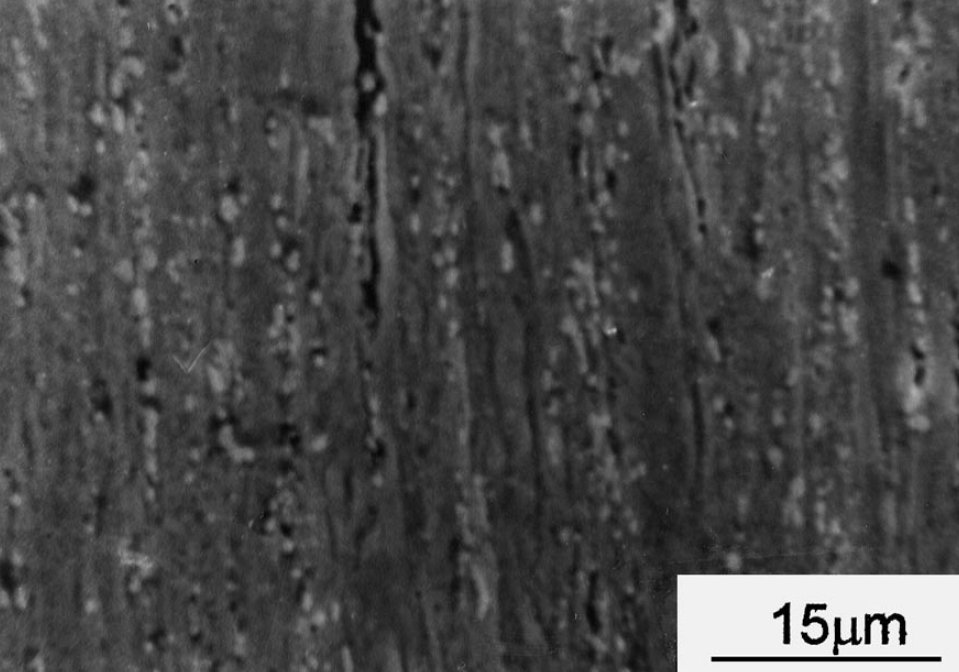
Figure 2: Micrograph showing cracks associated with carbides.
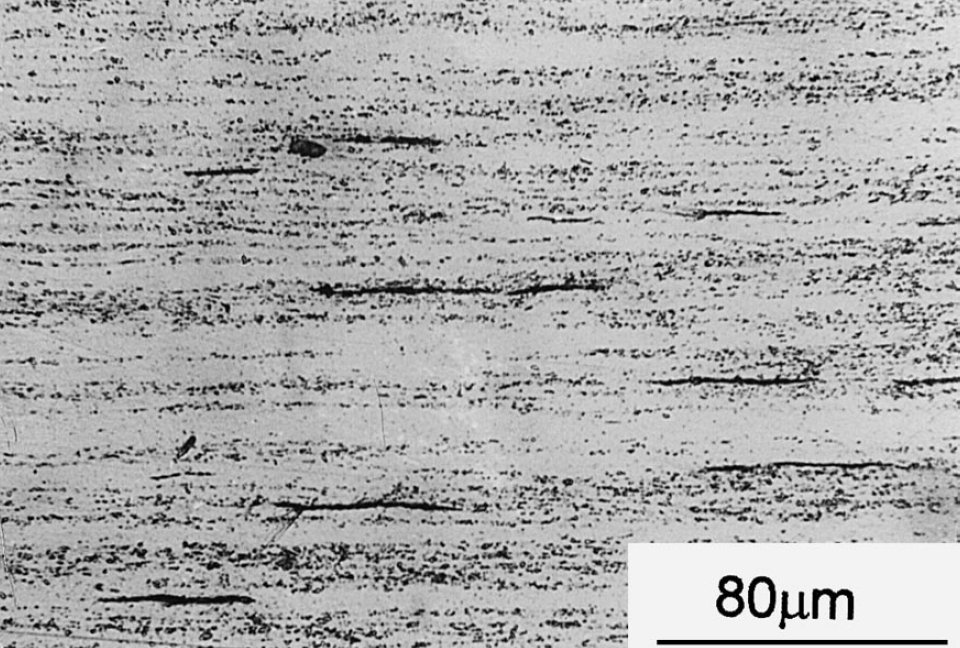
Figure 3: Multiple cracks at planes away from centre in the sheet
failed by alligatoring. These cracks remain stable and do not
take part in final failure.
Defect name: Alligatoring
Record No.: 676
Type of defect (Internal/Surface): Internal
Defect classification: Rolling defects
Steel name: 9Cr-1Mo tool steel
Steel composition in weight %: 0.10% C, 0.35% Mn, 0.50% Si, <0.025% P, <0.025% S, 9.50% Cr, 1.00% Mo, 0.08% Nb, 0.21% V, 350 ppm N.
Note: Alligatoring damage was encountered during the rolling of a modified 9Cr-1Mo steel in the as-received condition.
The cause of this failure was attributed to the banded nature of the microstructure formed by coarse carbides, which
aids the nucleation of the voids at the interface. The banded microstructure was destroyed by a heat treatment which
gives a uniform fine distribution of carbides. Such a microstructure could eliminate the alligatoring problem in this
steel.
The modified 9Cr-1Mo steel was received as a hot rolled billet with square cross section of 120x120 and 240 mm long, the chemical composition for which is given in the upper text.
The AR plates were rolled in a two high mill (roll
diameter=190 mm) at room temperature such that the
rolling direction parallel to the transverse direction.
Cold rolling was done under heavy lubrication (using
lubricating oil) in order to minimise the friction, which is
suspected to be possible cause of alligatoring. The
rolls were greased after each pass. The plates started
failing by alligtoring after a reduction in thickness of
about 30%-40% during room temperature rolling (with
a reduction 5pct/pass) (Fig. 1). Rolling of rods (~25
mm in diameter) cut along the transverse direction of the
billet were also attempted and the material also failed by
alligatoring. The 710T plates were rolled under exactly
similar conditions at room temperature and the plates
could be rolled from a thickness of 20 to 2 mm without
alligatoring defect.
The phenomenon of alligatoring in this steel can be
attributed to the presence of carbides lying as bands parallel to the sheet rolling direction. The carbides in
the centre plane of the plate are under tensile loading
during the initial stages of rolling and the voids
nucleate at the carbide-matrix interface. The voids
subsequently join up to form small cracks. As more
voids accumulate, the crack extends in length, in the
direction of rolling, with increasing strain (Fig. 1). The
stresses in the plate are expected to reverse as the
plates become thin. This should cause tensile
stresses away from the centre plane and the cracks
should form in these planes as well at the carbide±
matrix interface. Fig. 3 shows stable cracks in the
planes away from the centre plane. The cracks are not
expected to `heal' in the course of rolling because of
the carbide particles within them. The final failure is
further assisted by the concavity developed at the front
end of the sheet which can act as stress riser. This
acts as the initiation site for the alligatoring failure.
The normal stresses that exist at the front end of the
plate at the exit from the rolls, is sufficient to spilt the
slab along the centre plane, which is already weakened
by small cracks. Thus the failure is invariably along the
centre plane of the sheet even if cracks are present in
other planes as well.
Reference: Not shown in this demonstration version.