Alphabetical Index
Keyword Search
Casting Defects
Ingot Defects
Slab Defects
Drawing Defects
Forging Defects
Rolling Defects
Bearing Defects
Coating Defects
Corrosion Defects
Fractography
Heat Treatment Defects
Machining Defects
Other Defects
Pipeline Defects
Polishing Defects
Rail Defects
Tool Steel Defects
Welding Defects
Internal Defects
Surface Defects
Internal + Surface Defects
Contact Us
Help
Home
Cracks on the surface of an S355J2-NbTi steel - Slab defects

Figure 2: Cracks on the surface of an S355J2-NbTi steel continuous
cast billet.

Table 1: Chemical composition of S355J2-NbTi steel grade.
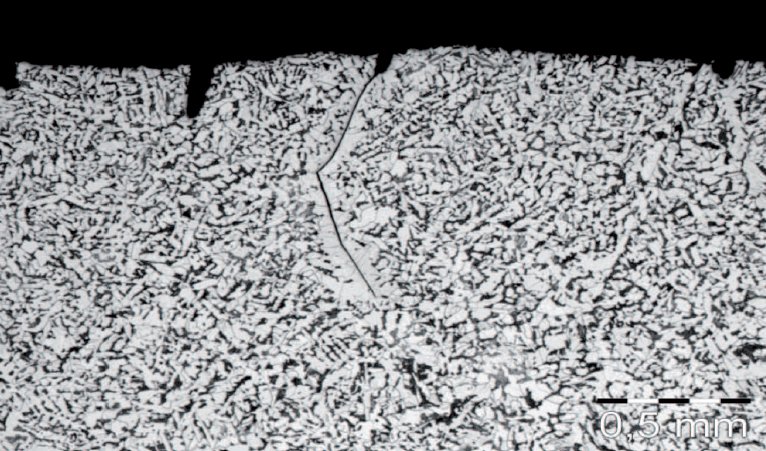
Figure 3: Arrangement of cracks in the corner area; the sample after
etching (with Nital).
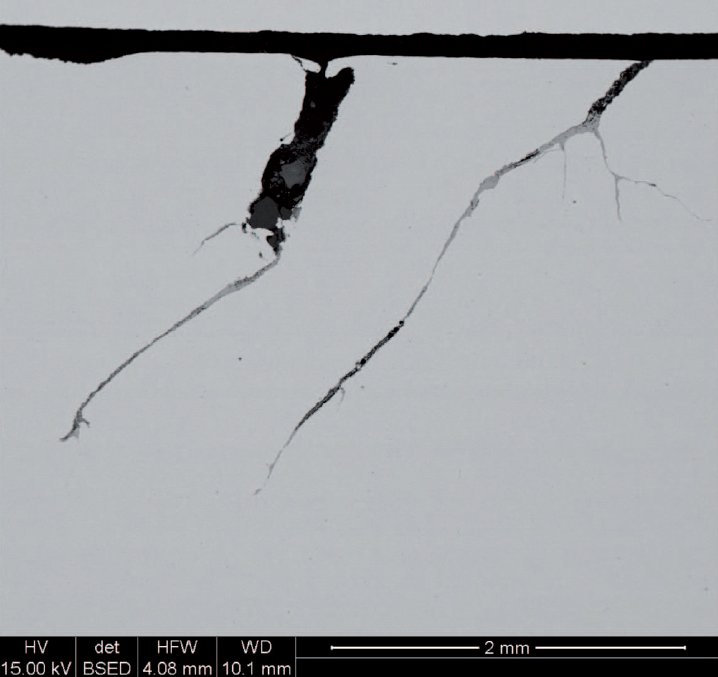
Figure 4: Corner position of the transverse crack chosen for analysis
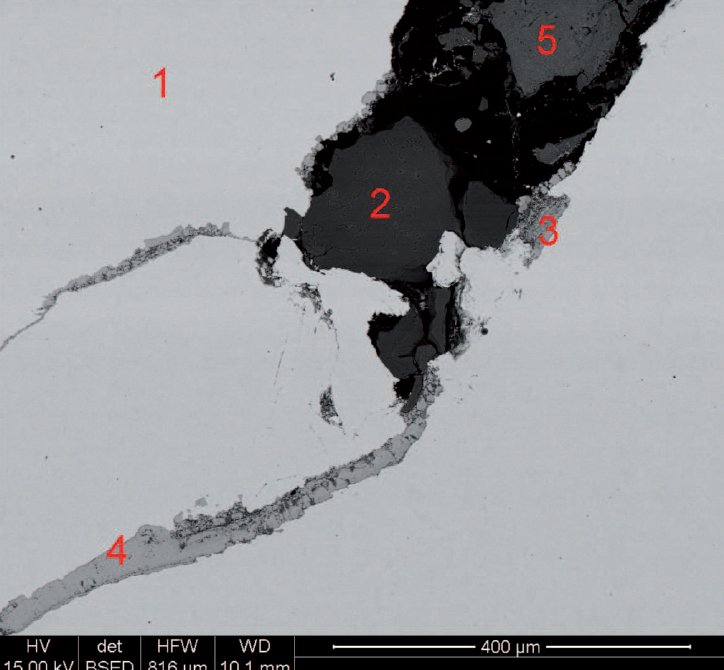
Figure 5: Positions of the areas (marked with Arabic numerals) selected
for analysis, in which chemical composition determination was made.
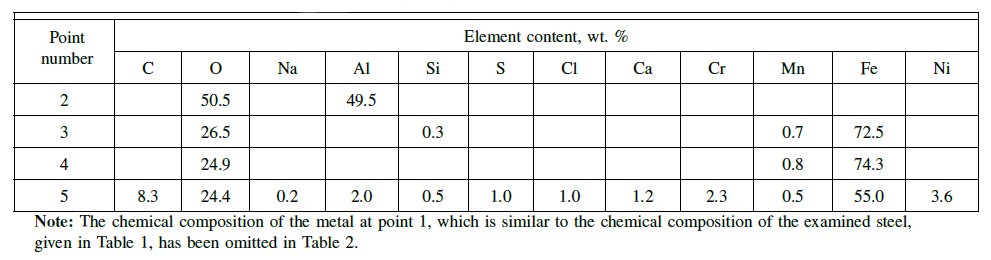
Table 2: Chemical composition of the phases present in cracks on the S355J2-NbTi steel billet.

Figure 6: Distribution of Non-metallic phases inside the transverse crack
situated near the corners of a 160 x 160 mm billet.
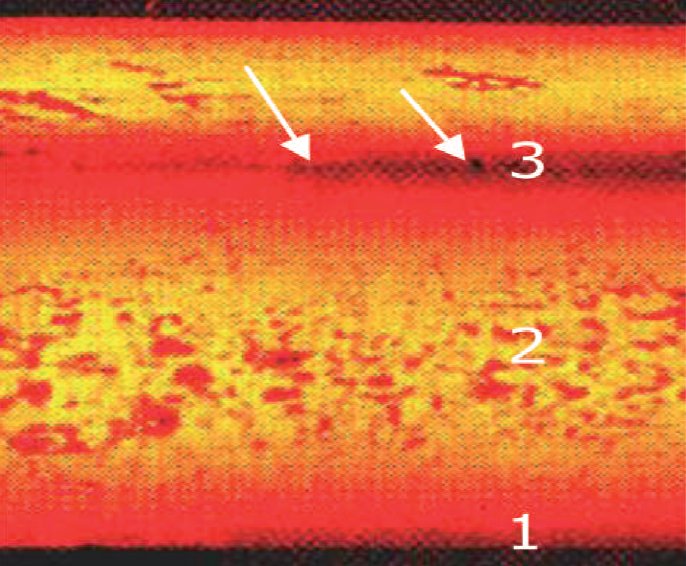
Figure 7: Locations of temperature measurements on the surface of a
continuous cast slab (1-3) of steel S355J2 NbTi (cracks at the
corners are marked with the arrows).

Table 3: Chemical composition of phases present within a crack on a continuous cast billet of steel S355J2-NbTi (analysis at point 1, Fig. 6).
Defect name: Cracks
Record No.: 2170
Type of defect (Internal/Surface): Internal, surface
Defect classification: Slab defects
Steel name: S355J2-NbTi steel
Steel composition in weight %: See the table 1.
Note: An analysis of the causes of transverse corner and surface crack formation during continuous casting of low carbon
niobium and titanium-containing steel into square billets is presented in this paper. Using X ray analysis method, the
chemical composition of non- metallic phases inside corner cracks was determined. The temperature ranges of the occurrence
of nitrides and carbonitrides of Nb, Ti and Al were established using FactSage 6.2., a commercial computer program. The
need for the precise selection of cooling conditions during casting of billets both in the mould and in spray cooling regions
was pointed out with the aim of obtaining the optimum surface, and particularly corner temperature of the billet before its
entrance to the straightening stand.
The subject of investigation was the S355J2-NbTi
grade steel melted in an electric arc furnace with the use
of steel scrap with the addition of pig iron up to 8.0%
of metallic charge mass in a solid state. After secondary
metallurgy processes carried out in a ladle furnace, the
steel was cast using an curved-type Continuous Casting
Machine to form 160 mm square cross-section billets.
Liquid metal temperature, as measured in the tundish
during casting ranged from 1560 to 1565 C, while the
average casting rate was 359 kg/min. per strand. Chemical
composition of the continuous cast billet, on which
transverse cracks were found to have occurred at the
corners and in their immediate vicinity, is presented in
Table 1.
As can be seen from the values given in Table 1,
low concentrations of detrimental admixtures, i.e. phosphorus
and sulphur, have been obtained; similar is also
true for nonferrous metals, copper and tin. The relatively
high nitrogen content, 110 ppm, is characteristic of
steels melted in electric arc furnaces. On the surface of
several billets, transverse cracks were found, which extended
from the corners to the surface centre, as well as
discontinuities along large grain boundaries, stretching
over a considerable area along all continuous cast billet
planes. A view of the surface is shown in Fig. 2, while
a fragment of the corner area with a patterns of cracks
visible after etching of the sample is presented in Fig. 3.
It should also be noted that the oscillation marks deflect
distinctly with increasing distance from the edge, assuming
a curvilinear shape. Such a shape of these traces is
indicative of clear disturbances of the steel level position
in the mould. Metal turbulences at the meniscus level
and a variable metal level in the mould, which cause the
state as seen in Fig. 2, are an impermissible irregularity
in the continuous casting technology. Some of the cracks
visible in Fig. 3 are up to 5 millimetres deep, so their
removal by grinding of the billet surface is not fully
possible.
To identify the phase composition immediately
around and inside the cracks, observations of metallographic
sections were made using a light microscope
and a scanning electron microscope. The contents of elements
in selected micro-areas were determined by the
X-ray microanalysis method using an energy dispersion
spectrometer (EDS) on an Inspekt F scanning electron
microscope with an EDAX microanalysis attachment.
Examinations of the scanning microscope were made
at an accelerating voltage of 15 kV. The position of a
randomly selected cracks at the billet edge is shown in
Fig. 4, while Fig. 5 shows the magnification of the lower
crack part, with the locations, for which the determinations
of chemical composition of the phases present there
were made, being marked with numerals.
The chemical composition of phases, as determined
at particular points, is given in Table 2.
When analyzing the chemical composition of the
material filling the crack and its neighbourhood it can
be noticed that at point 2 there is an agglomeration
of aluminium oxide, which can either be the product of
steel deoxidation with aluminium or be a component of
the protective flux added to the mould. Point 3 corresponds
to the mixture of the oxides of iron, silicon
and manganese, whereas point 4, the oxides of manganese
and iron. At points 3, 4 and 5, considerable concentrations of oxygen and iron occur, which suggests
the oxidation of the inner surface of the cracks. It can
also state with a high probability that, in this region of
the crack, the oxides filling it up come to some extent
from the flux material, which contained among other
1.0.2.5% Fe2O3, 2.5.4.0% MnO and up to 5.5% Al2O3.
Since it is hard to explain their origin by the incomplete
modification of the composition of oxide Non-metallic
inclusions in the liquid steel at the ladle furnace process
stage, considering the 0.017% Al content of the steel and
its modification with a Ca-Si alloy (with a finished steel
Ca content of 26 ppm). The confirmation of this observation
is the chemical composition of the Non-metallic
phase represented by point 5. The presence of carbon,
sodium and chlorine in this zone indicates that the source
of these elements are chemical compounds being components
of the granular flux added to the mould. The
relatively high concentrations of chromium and nickel,
found in the region where point 5 lies, also require
explanation. These elements come from the protective
coat applied on the inner plane of the moulds copper
tube walls. This coat consists of chromium and nickel,
among others. This means that this coat might have
been partially damaged as the continuous cast billet skin
moved along the mould walls.
To make sure that the composition of the
Non-metallic phases present inside transverse cracks, as
determined by X-ray microanalysis, has not the nature of
an isolated case, a crack situated in another area (Fig. 6)
was randomly chosen and subjected to similar analysis,
whose results are given in Table 3.
By comparing the chemical composition of
Non-metallic phases, determined at point 1 (Fig. 6),
with the composition determined for cracks in another
area (Table 2), great similarity can be found to exist
between them. The differences between the contents of
particular elements not being large enough to allow the
observation that their source is the mould protective flux,
what it was earlier affirmed. It is also characteristic that,
in the case analyzed, chromium and nickel also occur
inside the crack, whose source is an internal Cr+Ni alloy
protective coat that is applied on the moulds copper
surface. On the basis of the obtained analysis results, a
decision was made on the need for changing the chemical
composition of the mould flux so as to achieve its lower
viscosity in the temperature range of 1200 - 1500 C.
To obtain additional information on the location of
occurring transverse cracks, using an optical pyrometer,
a measurement of the temperature of their surface and
corners was taken immediately after the material had
exited the straightener (about 0.6 m beyond the stand).
The areas in the billet surface, where the temperature Points 1 and 3 correspond to the temperatures of
the upper and lower corners, whereas point 2 was situated
approximately in the middle of the lateral plane.
The cracks at the billet corners, visible to the naked
eye, situated on the upped plane side (smaller radius of
CC machine), are marked with the arrows. The obtained
temperature values are given in Table 4. As the temperature
measurement was also taken at the exit from the
straightening stand, it can be assumed that the measured
temperature of the surface and the corners corresponds
to the temperature, at which the cast billet deformation
caused by straightening took place. As indicated by the
values shown in Table 4, the temperature of the upper
corner (3) assumed values from the range, in which steels
with a niobium content of 0.028% exhibit a distinct loss
of plastic properties, as follows from Fig. 1. The clearly
lower temperature of corner (3) compared to corner (1)
was indicative of a higher intensity of cooling this area
of the continuous cast billet. As turned out, the cause of
this situation was an excess of water, which, in an uncontrolled
manner, dripped down one of the spray cooling
zone segments onto that fragment of the billet surface.
The material deformation (tensile stresses on the upper
billet plane) caused by straightening of the material at
too low a temperature was probably one of the causes
of transverse cracks occurring at the corners.
The material weakening state could have been additionally
aggravated by precipitates of nitrides (e.g. of
niobium, titanium) or carbides and carbonitrides of niobium
at primary austenite grain boundaries. The relatively
low concentrations of copper and tin in the examined
steel (Table 1) may, in this case, not to be taken into account as the additional cause of the low plasticity of
material during deformation.
The high prevalence of transverse cracks in the
corner area of 160 mm-square cross-section continuous
cast billets from S355J2 NbTi grade steel being
classified into the group of subperitectic steels with the
micro-additions of niobium and titanium, justified the
need for undertaking the analysis of the causes of the
occurrence of this defect that had a substantial effect
of reducing the yield of the full-value material. The
metallographic analysis of the crack zone on samples
taken from the commercial melt with the use optical
microscopy and X-ray microanalysis methods using an
energy dispersion spectrometer (EDS) on an Inspekt F
scanning electron microscope showed that the crack interior
was filled with no-metallic phases of diverse chemical
composition. In the composition of those phases,
compounds were identified, which might be either deoxidation
products (e.g. Al2O3, SiO2 and MnO) or elements
typical of the flux added to the mould, such as
carbon, sodium and chlorine. Moreover, chromium and
nickel were also found to be present within the cracks,
which might have come from the internal mould wall
protective coat. These observations indicated the need
for changing the flux properties (viscosity at a temperature
of 1300.C), and thus the change of the conditions
of the flux layers interacting between the mould wall and
the forming billet skin.
The performed measurements of continuous cast billet
surface temperature immediately after the straightener,
using an optical pyrometer, showed that the temperature
in the upper corner zone reached values in the range
of 785 - 890 C. According to the results of a literature
review, in the temperature range of 800 - 900 C steels
with 0.028% of niobium are characterized the lowest
values of the reduction of area. It was found that billet straightening was conducted at too low temperatures. It
should also be noted that distinct differences in temperature
between individual corners were found. With the
aim of correcting this irregularity, efforts were undertaken
to eliminate the uncontrolled water streams in the
spray cooling zone.
The negative influence of the total amount of copper
and tin in this type of steels in the form of precipitates at
the austenite grain boundaries, as confirmed by the results
of numerous studies, could be omitted in the case of
the examined chemical composition of the steel, due to
the fact that the calculated value of the so called equivalent
copper content factor was Cuequ: = 0.17, against the
recommended value of 0.20.
The possibility of precipitation of nitrides, carbides
and carbonitrides of alloying elements (Nb, Ti) and Al
in the steel of the analyzed chemical composition, as
confirmed by calculations, while considering the potential
for their precipitation at grain boundaries, indicates
that the proposition to limit the concentration of nitrogen
in steel melted in an electric arc furnace is legitimate.
The amount of precipitated nitrides will be in that case
proportionally smaller.
Observations of the surface of cast billets revealed
irregularities in formation of oscillation marks, which, as
has been found, make the location for transverse crack
initiation. The correction made to the main mould operation
parameters associated with the oscillatory mould
movement showed that the optimal casting speed values
for these steels were contained in the range of 2.0.2.2
m.min..1, with stroke length of mould of 7.0 mm and
an oscillation frequency value in the range of 172 +/- 189
cycles/minute, depending on the casting speed.
Reference: Not shown in this demonstration version.