Alphabetical Index
Keyword Search
Casting Defects
Ingot Defects
Slab Defects
Drawing Defects
Forging Defects
Rolling Defects
Bearing Defects
Coating Defects
Corrosion Defects
Fractography
Heat Treatment Defects
Machining Defects
Other Defects
Pipeline Defects
Polishing Defects
Rail Defects
Tool Steel Defects
Welding Defects
Internal Defects
Surface Defects
Internal + Surface Defects
Contact Us
Help
Home
Fisheye - Welding defects
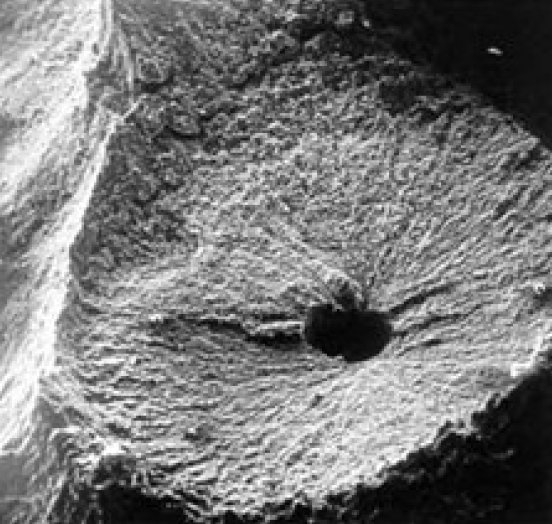
Figure 1: Fisheye.
Defect name: Fisheye
Record No.: 2259
Type of defect (Internal/Surface): Internal
Defect classification: Welding defects
Steel name: Steel
Steel composition in weight %: No data.
Note: A 'fish-eye' is seen when a ferritic steel weld metal which contains hydrogen is plastically
strained at a slow enough strain rate, at ambient temperature. The fish-eye comprises two
regions - at the centre, the 'pupil' of the eye is a pore, inclusion, or other small defect. This
is the only original imperfection associated with the fish-eye. The outer region, the 'iris',
has fractured due to local hydrogen embrittlement in a quasi-cleavage mode, in a pattern
radiating away from the 'pupil'.
There are several suggestions as to why fish-eyes form. One is that after welding,
hydrogen collects in pores and in or near inclusions. When the weld is plastically strained,
this hydrogen is released into the steel and causes embrittlement within a given radius of
the defect. A more likely explanation is that when the bulk tensile strain is greater than the
elastic limit of the hydrogen-embrittled weld metal, cracking begins at the largest defects
present. As the amount of strain increases, the test piece begins to neck, which
concentrates the strain and increases the strain rate in the necked region. The steel is no
longer embrittled by hydrogen, as this only occurs at slow strain rates. Thus, the fish-eye
crack is stopped at some distance from its origin.
It is important to test material with a hydrogen concentration representative of that which will be experienced in service,
and this should override a desire to avoid fish-eyes. However, when the primary source of hydrogen is welding, and
service loading will be some time after fabrication, it is reasonable to test after a hydrogen release treatment, or at least
by leaving test specimens in a warm place for as long as possible between welding and testing. Fish-eyes are artefacts of
testing a steel which contains hydrogen, and not defects in themselves.
Reference: Not shown in this demonstration version.