Alphabetical Index
Keyword Search
Casting Defects
Ingot Defects
Slab Defects
Drawing Defects
Forging Defects
Rolling Defects
Bearing Defects
Coating Defects
Corrosion Defects
Fractography
Heat Treatment Defects
Machining Defects
Other Defects
Pipeline Defects
Polishing Defects
Rail Defects
Tool Steel Defects
Welding Defects
Internal Defects
Surface Defects
Internal + Surface Defects
Contact Us
Help
Home
Stress crack at the wire - 1.7707 steel - Cold drawing defects

Figure 1: Treatment: Quenched and tempered. Magnification: 2x. Sampling/Specification: Wire surface. Testing result: Longitudinal defects on the surface.
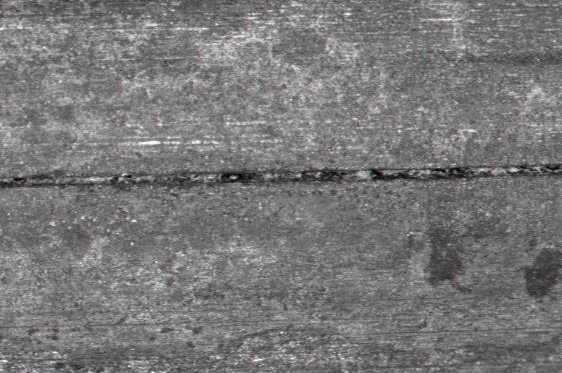
Figure 2: Treatment: Quenched and tempered. Magnification: 6.5x. Sampling/Specification: Wire surface. Testing result: Longitudinal defects on the surface.
Defect name: Stress crack at the wire
Record No.: 434
Type of defect (Internal/Surface): Surface
Defect classification: Cold drawing defects
Steel name: 1.7707 steel
Steel composition in weight %: No data.
Note: Stress cracks can occur in different forms. At the rod wire or steel bar they usually go in longitudinal direction and could be able to reach the core zone. They are often also only few hundredth millimeters deep. If the defects are very deep they are often wide open. However, there also are cases, particularly at drawn materials, where the cracks almost aren't recognizable on the surface. A stress crack can arise from too curt cooling after hardening or by unfavorable conditions after the hot forming. Smaller defects (rolling defect or slags in surface proximity) are often triggers for stress cracks on the material surface. In the following sample the crack became triggered so.
Rod wire 18.00 mm round - quenched and tempered, pickled.
Reference: Not shown in this demonstration version.