Alphabetical Index
Keyword Search
Casting Defects
Ingot Defects
Slab Defects
Drawing Defects
Forging Defects
Rolling Defects
Bearing Defects
Coating Defects
Corrosion Defects
Fractography
Heat Treatment Defects
Machining Defects
Other Defects
Pipeline Defects
Polishing Defects
Rail Defects
Tool Steel Defects
Welding Defects
Internal Defects
Surface Defects
Internal + Surface Defects
Contact Us
Help
Home
Blow holes and open blows - Casting defects

Figure 1: Blow holes and open blow.
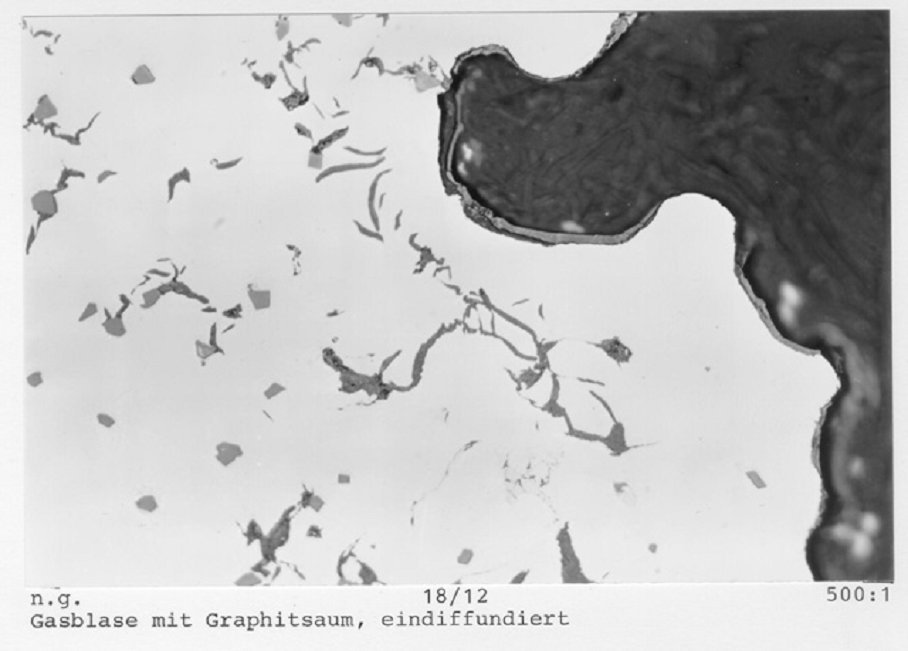
Figure 2: Blow holes and open blow.
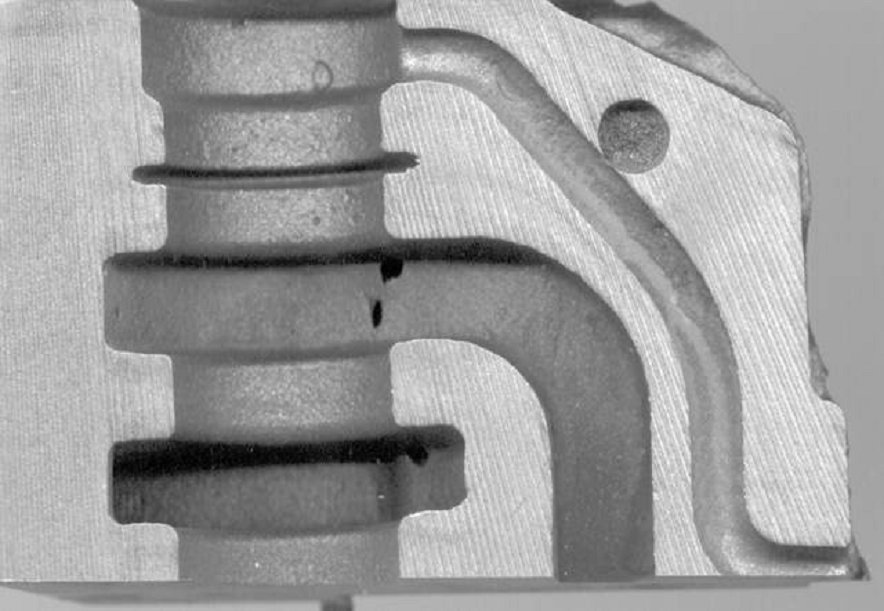
Figure 3: Blow holes and open blow.
Defect name: Blow holes and open blow
Record No.: 855
Type of defect (Internal/Surface): Surface
Defect classification: Casting defects
Steel name: Steel
Steel composition in weight %: No data.
Note:
- Cavities, mostly with smooth walls; bright or oxidised.
- In the case of large blowholes with corrugated walls too. Always spherical form, even in large expansions (then always flat cavities). Frequently accompanied by slags and oxides.
Typical characteristics: Rounded shapes, location always in the upper part of the
castings and beneath cores or undercuts. Individual blow holes or large accumulations, then mostly with different sizes.
Preferred defect locations: In parts of the casting in the top of the mould, often above larger cores. In thick parts, but also in thin walls. Beneath undercuts and large cores.
Apart from presence of moisture, they occur due to poor venting and lower permeability of the mold.
Remedial measures:
- Adequately dry cores,
- Larger proportion of new sand,
- Better gas permeability,
- Smaller proportion of binder,
- Check casting system,
- Reduce moisture content of the sand,
- Add a little oxide to the melt (e.g. rusty insert).
Reference: Not shown in this demonstration version.