Alphabetical Index
Keyword Search
Casting Defects
Ingot Defects
Slab Defects
Drawing Defects
Forging Defects
Rolling Defects
Bearing Defects
Coating Defects
Corrosion Defects
Fractography
Heat Treatment Defects
Machining Defects
Other Defects
Pipeline Defects
Polishing Defects
Rail Defects
Tool Steel Defects
Welding Defects
Internal Defects
New Records
Surface Defects
Contact Us
Help
Home
Fatigue failure (pitting) - Gear defects - Other defects
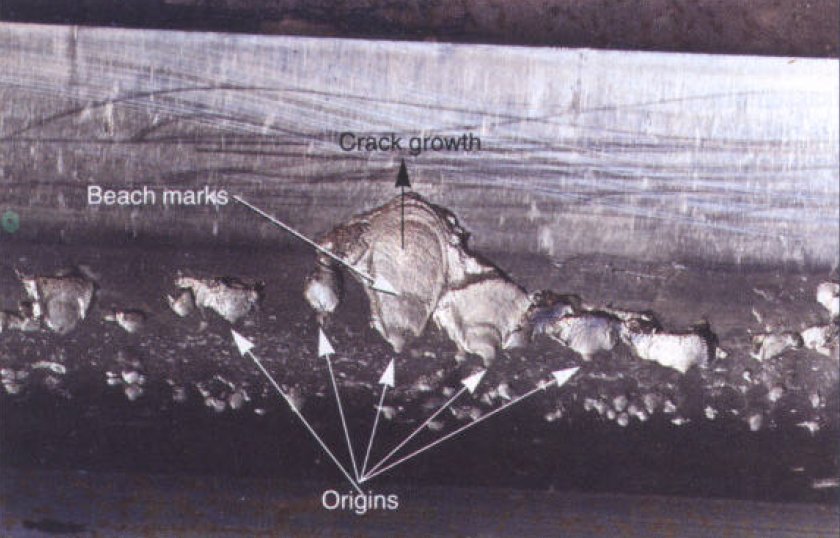
Figure 1: Fatigue failure (pitting) in the
contact surface of a gear tooth.
Beach marks are visible in some of
the larger pits.
Defect name: Fatigue failure (pitting)
Record No.: 2094
Type of defect (Internal/Surface): Surface
Defect classification: Gear defects, other defects
Steel name: Steel
Steel composition in weight %: No data.
Note: When an important gear failure occurs,
someone becomes responsible for
analyzing the failure, determining its
cause, and recommending a solution. A
company can select its own engineer, an
outside consultant, or both. If a consultant
is called in, this should be done as
early in the process as possible.
Though similar procedures apply to
any failure analysis, the specific approach
can vary depending on when and
where the inspection is made, the nature
of the failure, and time constraints.
Contact fatigue. In another failure
mode, called contact or Hertzian fatigue,
repeated stresses cause surface cracks
and detachment of metal fragments from
the tooth contact surface, Figure 1. The
most common types of surface fatigue are
macropitting (visible to the naked eye)
and micropitting.
Macropitting occurs when fatigue
cracks start either at or below the surface.
As the cracks grow, they cause a
piece of surface material to break out,
forming a pit with sharp edges.
Based on the type of damage, macropitting
is categorized as nonprogressive,
progressive, spall, or flake. The nonprogressive
type consists of pits less than 1
mm diam in localized areas. These pits
distribute load more evenly by removing
high points on the surface, after which
pitting stops.
Progressive macropitting consists of
pits larger than 1 mm diam that cover a
significant portion of the tooth surface. In one type, called spalling, the pits coalesce
and form irregular craters over a
large area.
In flake macropitting, thin flakes of
material break out and form triangular
pits that are relatively shallow, but large
in area.
Micropitting has a frosted, matte, or
gray stained appearance. Under magnification,
the surface is shown to be covered
by very fine pits (less than 20
mm deep).
Metallurgical sections through these pits
show fatigue cracks that may extend
deeper than the pits.
Reference: Not shown in this demonstration version.