Alphabetical Index
Keyword Search
Casting Defects
Ingot Defects
Slab Defects
Drawing Defects
Forging Defects
Rolling Defects
Bearing Defects
Coating Defects
Corrosion defects
Fractography
Heat Treatment Defects
Machining Defects
Other Defects
Pipeline Defects
Polishing Defects
Rail Defects
Tool Steel Defects
Welding Defects
Internal Defects
New Records
Surface Defects
Contact Us
Help
Home
Die casting dies corrosion - Tool steel defects
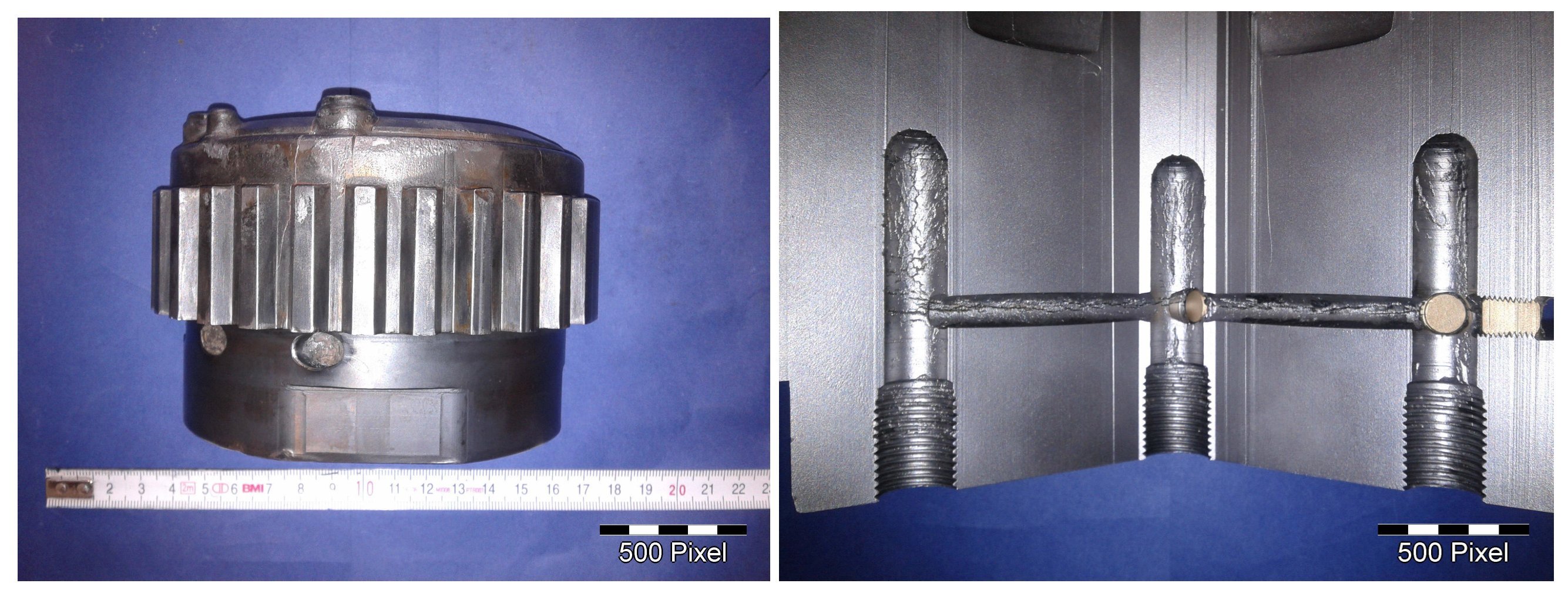
Figure 1: Insert for a die casting die having corrosion induced cracks from cooling channels to
working surface. Left: general view of the insert; right: view onto the inner cooling
channels after slitting and cleaning the part.
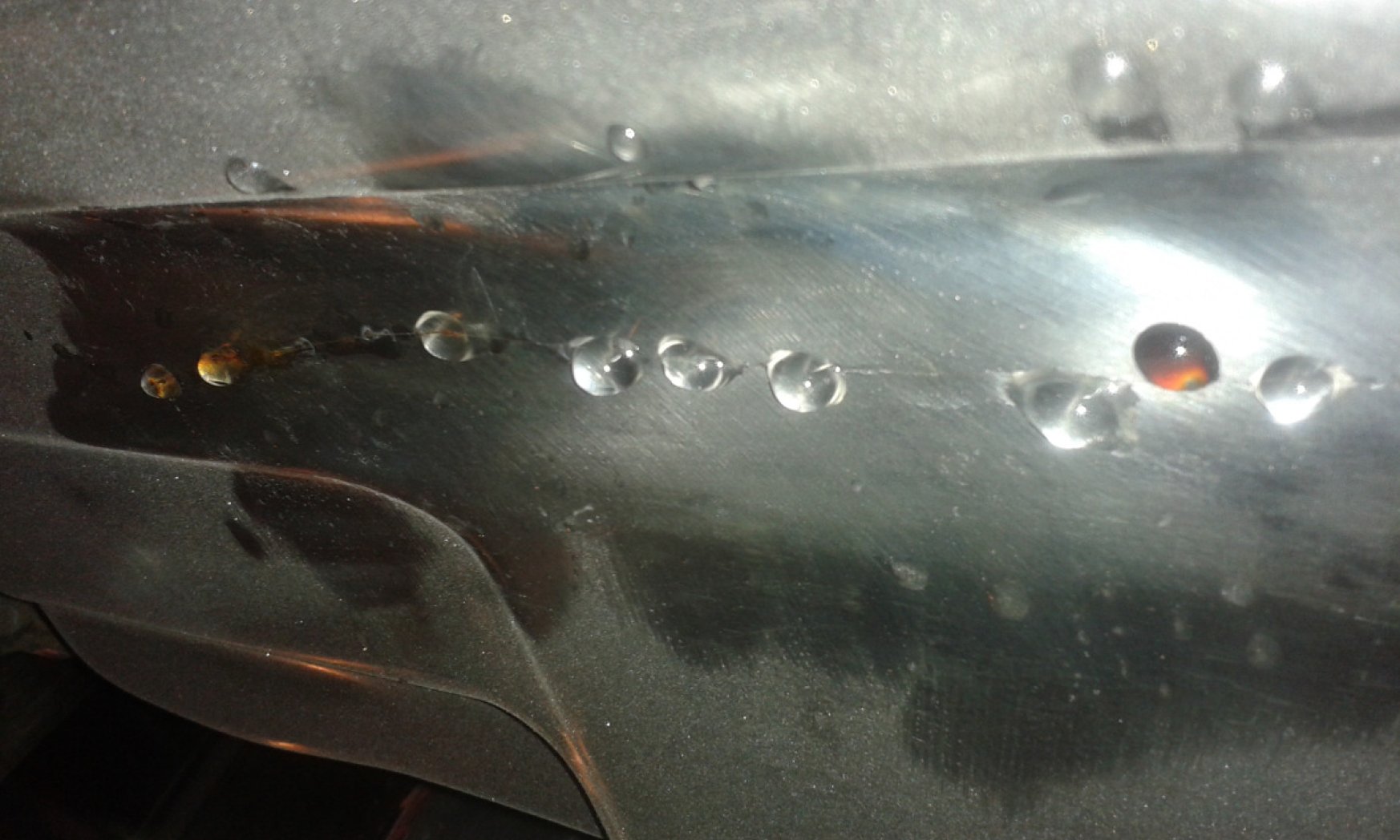
Figure 2: Water leakage from a cooling channel of a hot-stamping tool.

Figure 3: Section through a hot-stamping tool (right); corroded cooling channels and corrosion
induced crack from a cooling channel to the working surface (right).
Defect name: Corrosion
Record No.: 3237
Type of defect (Internal/Surface): Surface
Defect classification: Corrosion defects, tool steel defects
Steel name: Tool steel
Steel composition in weight %: No data.
Note: In hot-work tools like die casting dies corrosion has not been a reason of tool failure for
very many years. During the last 3 – 5 years the number of corrosion induced tool failures has
become more apparent. Cracks spread out from cooling channels or spot coolings leading to
total failure of these tool components (figures 1 - 2). Water leakage in a die casting die not
only reduces the functionability of the tool it also bears the great risk of explosion during the
casting process.
Hot-stamping tools for the production of hardened automotive sheet components are
intensively cooled tools. More and operators of these production facilities intend to optimize
their tools and production cycles by using the tool steels at their maximum hardness and
locating the cooling channels only 5 – 6 mm from the working surface. Water leaking from the cooling channels (figure 3) has often been observed as the main cause of premature tool
failure.
Figure 3 displays a section through a defect hot-stamping tool. The corroded surface of
the cooling channel is clearly visible. The detailed view shows a crack which has propagated
from a corrosion pit through the remaining wall between cooling channel and surface. Several
similar tool failures were the motivation for a more detailed study of the corrosion behaviour
of hot-work tool steels. Only little information on this topic can be found in the literature. To
gain a more profound knowledge on this important topic Kind & Co and Institut für
Werkstoffsystemtechnik Thurgau an der Hochschule Konstanz conducted this investigation on
some frequently used hot-work tool steels in aqueous solutions.
Reference: Not shown in this demonstration version.