Alphabetical Index
Chemical Composition of Steels
Keyword Search
Steel Names
Alloyed Steels
Carbon Steels
Cast Irons
Chromium Steels
Cold Work Tool Steels
Creep Resistant Steels
Hot Work Tool Steels
Molybdenum Steels
PM steels
Stainless Steels
Structural Steels
Tool Steels
Vanadium Steels
White Cast Irons
M2C Carbides
M3C Carbides
M7C3 Carbides
M23C6 Carbides
MC Carbides
Light Microscopy
EDS/WDS Microanalysis
Scanning Electron Microscopy
Transmission Electron Microscopy
X-Ray Diffraction
Help
Contact Us
Home
Carbides in the laser hardened PM tool steel Vanadis 6

Table 1: Chemical composition of the PM tool steel Vanadis 6.
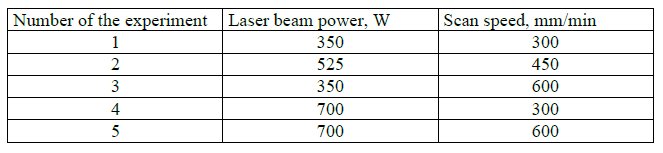
Table 2: Parameters of laser hardening.
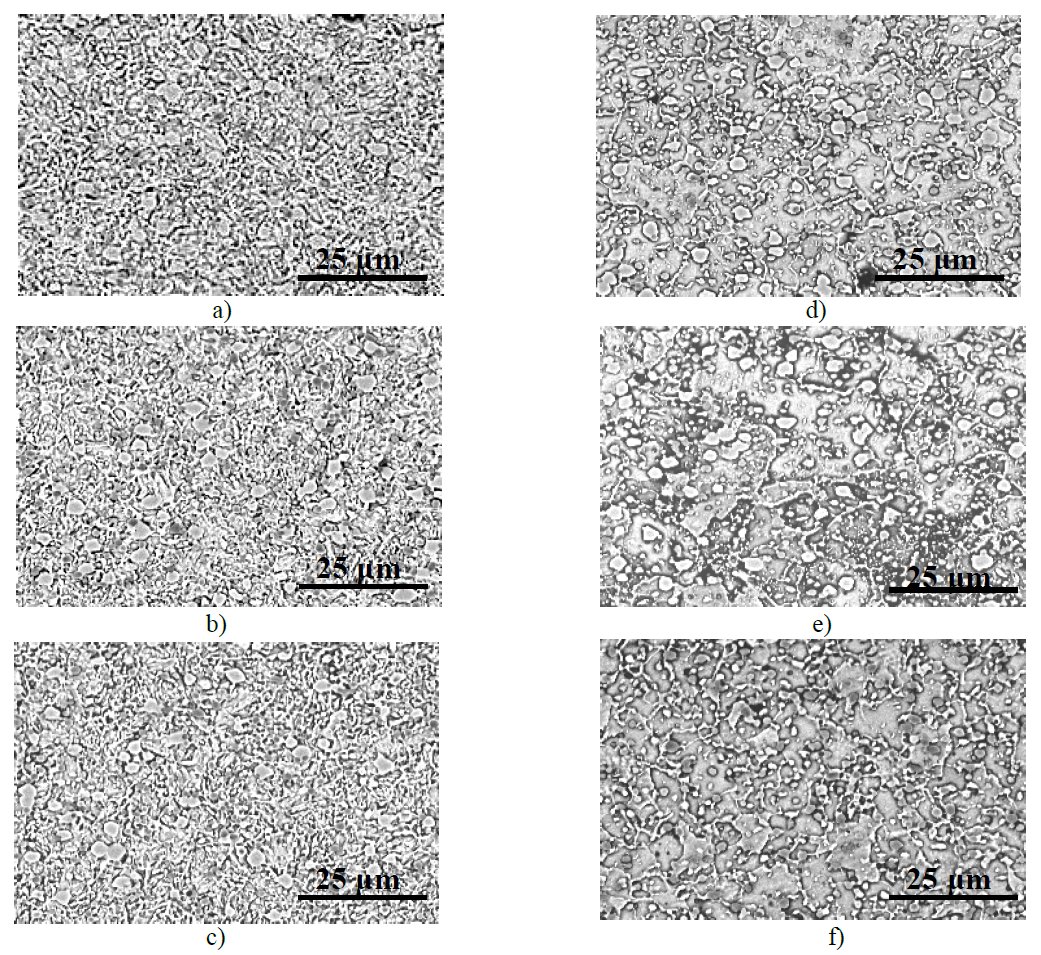
Figure 1: SEM pictures the cross-sections of laser hardened steel Vanadis 6: a) 700 W, 300 mm/min; b) 700 W, 600 mm/min; c) 525 W, 450 mm/min; d) 350 W, 300 mm/min, e) 350 W, 600 mm/min, f) initial microstructure. Scale bars: 25 µm.
Carbide name: No data
Record No.: 1009
Carbide formula: No data
Carbide type: No data
Carbide composition in weight %: No data
Image type: SEM
Steel name: Vanadis 6
Mat.No. (Wr.Nr.) designation: No data
DIN designation: No data
AISI/SAE/ASTM designation: No data
Other designation: No data
Steel group: PM tool steels
Steel composition in weight %: See the table 1.
Heat treatment/condition: The chemical composition of tool steel Vanadis 6 is brought in Table 1. Specimens of the size 50 ~ 25 ~ 10 mm were machined and polished up to the surface roughness of Ra = 0.8 µm. Steel was used in the annealed condition.
Note: Laser hardening of previously unhardened PM tool steel Vanadis 6 was studied. It was found that the best combination of properties was achieved, applying the laser beam of 700 W and the scan speed of 300 mm/min. In this case, the microhardness values ranged from 330 to 540 HV0.3 and case depth from 7.3 to 7.8 mm, volumetric wear equalled to 2.4 mm3, what is, however, 2 times larger wear than that of conventionally hardened steel. This result can be explained by the large amount of retained austenite.
For the current experiment, the Haas HL4006D 4 kW Nd:YAG laser with the wavelength of 1064 nm was used. The perpendicular section of the laser beam had the dimensions of 8 × 5 mm. The consumption of the shield gas (argon) was 20 l/min. The overlapping was 50 %. The parameters of laser hardening are brought at Table 2.
Fig. 1 illustrates the microstructure of the laser hardened Vanadis 6 at different parameters sets. As it can be seen in Fig 1., a), the unhardened structure of Vanadis 6 consists of carbides, embedded in a ferrite matrix. Neither melting nor heat-affected zone (HAZ) have been found at the micrographs.
As it can be observed, no changes in the microstructure can be seen in the specimen, hardened at the laser beam power value of 350 W, e.g. no quenching structures can be seen, as well as no carbide particles are dissolved in this case.
Concerning the changes in microstructures of specimens, hardened at laser beam power values, higher than 350 W, the structure of the hardened steel can be characterized as martensitic-trostitic, with the embedded carbide particles, whereas small carbide particles have dissolved in the metal matrix. Small dark areas of probably retained austenite can also be observed. No secondary carbides could be found, what means that melting temperature has been reached in none of the experiments.
The observed martensite must be the tempered martensite, forming from retained austenite due to overlapping of the laser passes. Trostite must have the same nature, as the tempered martensite.
It also can be observed, that the size of martensitic lamells decreases with the growth of the scan speed, what is, in general, in correspondence with, as the structure with fine grains must have a higher hardness.
Links: No data
Reference: Not shown in this demo version.