Alphabetical Index
Chemical Composition of Steels
Keyword Search
Steel Names
Alloyed Steels
Carbon Steels
Cast Irons
Chromium Steels
Cold Work Tool Steels
Creep Resistant Steels
Hot Work Tool Steels
Molybdenum Steels
PM steels
Stainless Steels
Structural Steels
Tool Steels
Vanadium Steels
White Cast Irons
M2C Carbides
M3C Carbides
M7C3 Carbides
M23C6 Carbides
MC Carbides
Light Microscopy
EDS/WDS Microanalysis
Scanning Electron Microscopy
Transmission Electron Microscopy
X-Ray Diffraction
Help
Contact Us
Home
M23(C,B)6 carbides in microalloyed constructional steel

Table 1: Chemical composition of tested steels (weight %).

Table 2: Results of the mechanical properties and hardenability of the investigated steels.
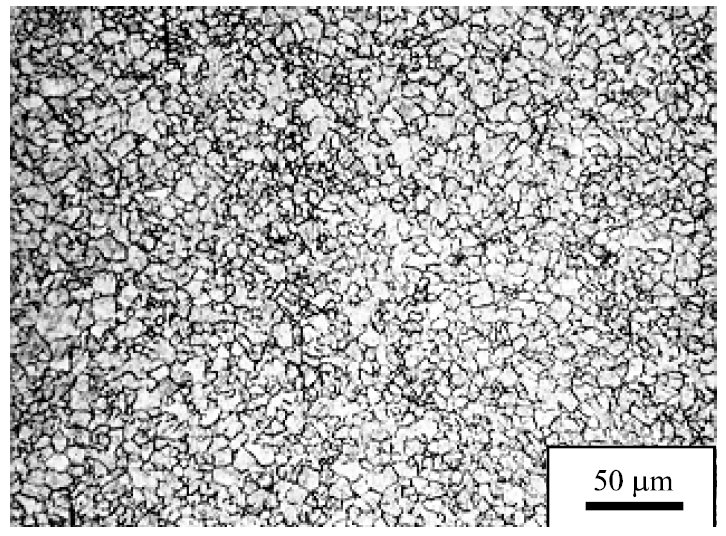
Figure 1: Fine-grained structure of the statically recrystallized
austenite; finishing forging temperature 900°C; isothermal
holding time 12s; steel B. Scale bar: 50 µm.
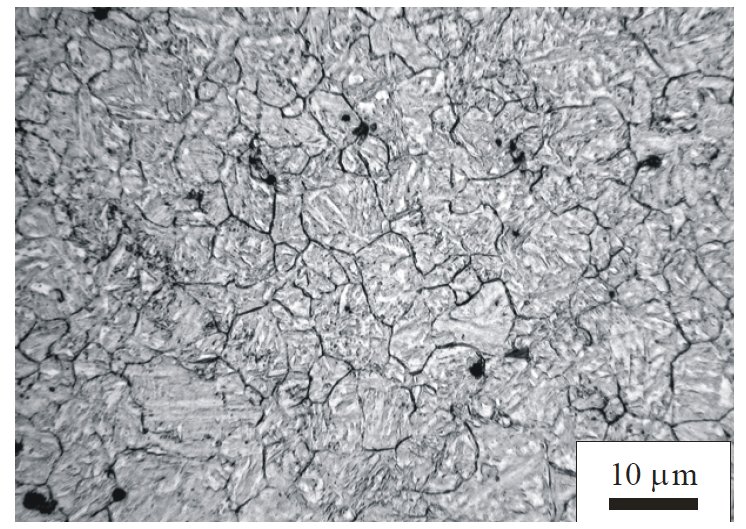
Figure 2: Fine-grained structure of the statically recrystallized
austenite; finishing forging temperature 900°C; isothermal
holding time 16s; steel C. Scale bar: 10 µm.
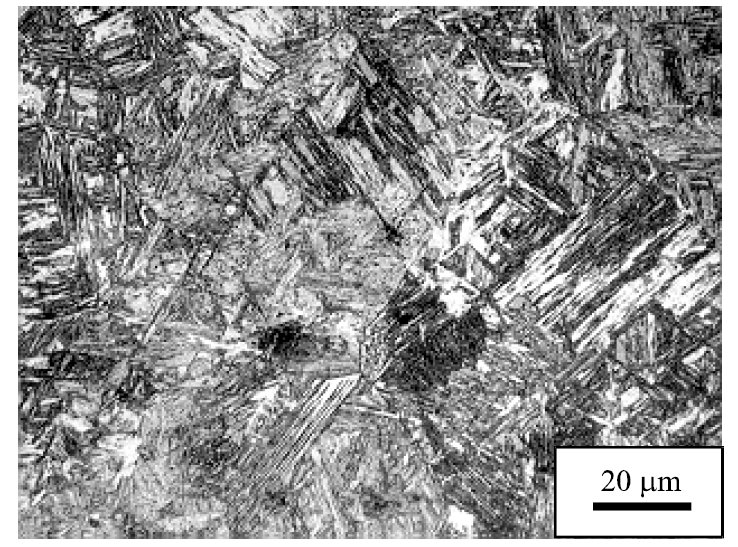
Figure 3: Martensitic-bainitic structure of steel B water quenched
from a finishing hot working temperature of 900°C after holding
for 12s. Scale bar: 20 µm.
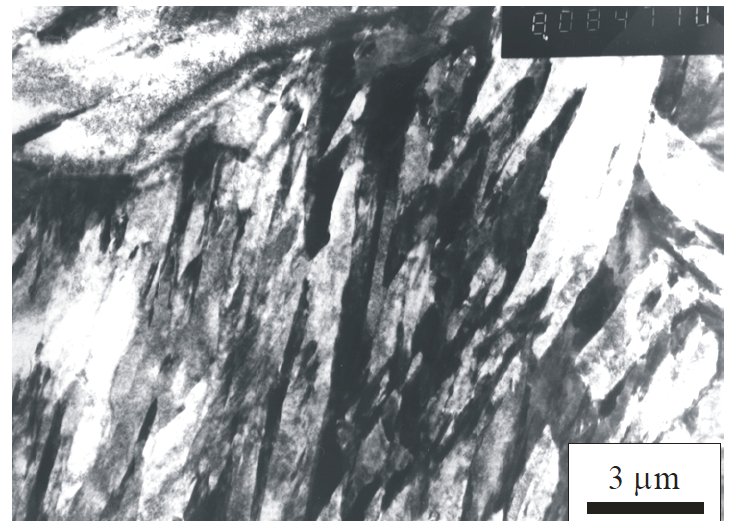
Figure 4: Lath martensite structure of steel C quenched from a
finishing hot working temperature of 900°C after holding for 16s. Scale bar: 3 µm.
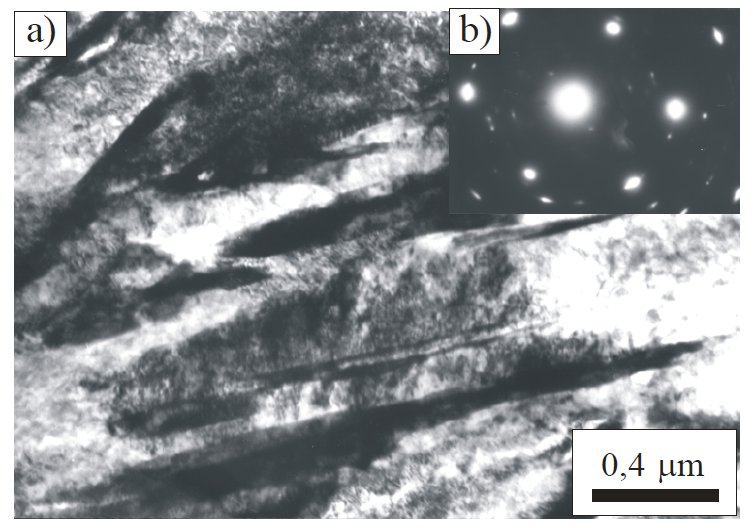
Figure 5: Lath martensite structure with the dispersive Fe3C
precipitations (steel C): a – light field, b – diffraction pattern to Fig. 5a [111]Fe-alpha and [012]Fe3C. Scale bar: 0.4 µm.
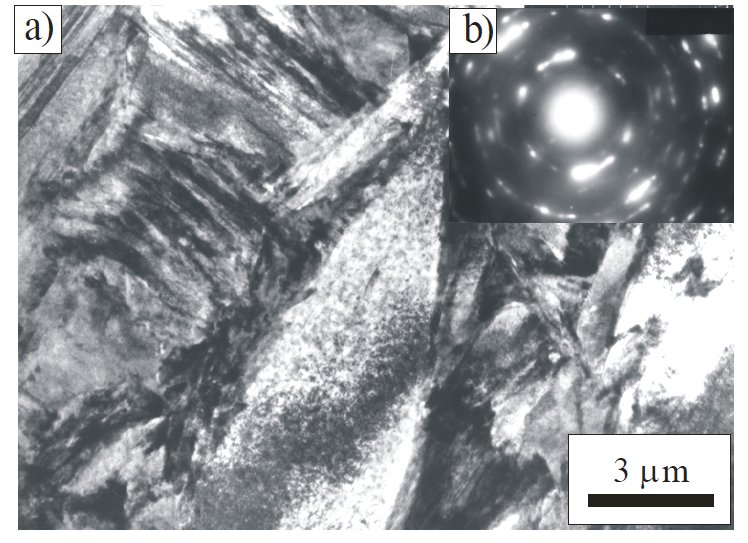
Figure 6: Dispersive M23(C,B)6 precipitations at the grain
boundaries of the primary austenite (steel C); a – light field, b –
diffraction pattern to Fig. 6a [111]Fe-alpha and [001]M23(C,B)6. Scale bar: 3 µm.
Carbide name: M23(C,B)6
Record No.: 1108
Carbide formula: M23(C,B)6
Carbide type: M23C6
Carbide composition in weight %: No data
Image type: LM, TEM
Steel name: Structural steel
Mat.No. (Wr.Nr.) designation: No data
DIN designation: No data
AISI/SAE/ASTM designation: No data
Other designation: No data
Steel group: Microalloyed constructional steels
Steel composition in weight %: See the table 1.
Heat treatment/condition: The goal of this experiment is a structure and mechanical
properties of forged elements using thermo-mechanical treatment,
made from C-Mn steel with micro-additions of Ti, V, B and N
(table 1) melted using: after furnace treatment of metal bath, and
continuous casting ingots with intersection 100..100 mm. Ingots
after their solidifications were adjustly rolled for bars with a
dimention about 36 mm, and after using the same conditions for bars
with dimention of 17 mm. The range of adjusted rolling temperature
were taken basing on calculation of solubility in the austenite microadditions added to the steel.
Note: Purpose: Effect of the thermo-mechanical treatment conditions on the structure and mechanical properties of
the forged elements of constructional C-Mn steels with Ti, V, B and N microadditions.
Design/methodology/approach: Metallography, electron microscopy, tensile test, hardness measurements,
hardenability calculations, Charpy-V tests have been used.
Findings: The thermo-mechanical treatment allows to obtain the fine-grained austenite structure during hot
plastic deformation, and gives forged elements obtaining: yield point Rp0,2 over 690 MPa, UTS over 770 MPa,
hardness 220 up to 250 HB and breaking energy KV over 180J after high tempering.
Research limitations/implications: It is predicted TEM investigations on structure of the forged elements after
thermo-mechanical treatment.
Practical implications: Investigations carried out showed full usability of micro-alloyed steels for producing
forged machine parts with the high strength and cracking resistance, using the energy-saving thermo-mechanical
treatment method.
Originality/value: Production conditions of energy-saving thermo-mechanical treatment of forged elements of
HSLA constructional steels – with the diversified hardenability, were presented.
Thermo-mechanical treatment was realized thanks to open die
forging of experimental segments with 17 mm diameter and 150
mm length in the temperature range of 950 to 900°C and 1000 to
900 C - respectively from steel A and B type to rods with
intersection 12 x 12 mm. Before quenching in water these rods
were hold at a temperature of end forging for 3 and 12s.
Quenched rods were tempered at a temperature of 600°C for 1h.
Whereas rod segments from steel type C with intersection 24 x 24
mm were forged in a range of temperature from 1150 up to 900 C to the shape of rods of intersection 12 x 12 mm. Before
quenching in water the rods were hold in a temperature of end
forging for 16s, and after were tempered in temperature of 500
and 600 C for 1h.
Investigations showed that examinated steels after thermomechanical
treatment and after quenching have a fine-grain
structure of primary austenite (fig. 1, 2) with a grain size about
10, 5 and 8 and martensitic-bainitic structure (fig. 3) and hardness
42, 44 and 49 HRC – respectively for a steel A, B and C type.
Hardness of the steels is decreasing after high tempering from
220 to 250 HB, which not create difficulties, during mechanical
treatment of forged elements.
Examinations of the structure of thin foils made in TEM
(transmission electron microscope) showed that steel C type
(quenched from a temperature of end forging – 900 C and hold
before that in this temperature for 16s) have lath martensite
structure (fig. 4). Inside of martensite laths it was approved a
presence of dispersive particles of cementite (fig. 5), whereas at
the boundaries of primary austenite M23(C,B)6 type dispersive
particles were found (fig. 6), which have occure in a steel during
self tempering process.
Links: No data
Reference: Not shown in this demo version.