Alphabetical Index
Chemical Composition of Steels
Keyword Search
Steel Names
Alloyed Steels
Carbon Steels
Cast Irons
Chromium Steels
Cold Work Tool Steels
Creep Resistant Steels
Hot Work Tool Steels
Molybdenum Steels
PM steels
Stainless Steels
Structural Steels
Tool Steels
Vanadium Steels
White Cast Irons
M2C Carbides
M3C Carbides
M7C3 Carbides
M23C6 Carbides
MC Carbides
Light Microscopy
EDS/WDS Microanalysis
Scanning Electron Microscopy
Transmission Electron Microscopy
X-Ray Diffraction
Help
Contact Us
Home
Carbides in DC01EK and DC04EK low carbon steels

Table 1: The chemical composition of the hot rolled sheet.

Table 2: The chemical composition of the annealed sheets.
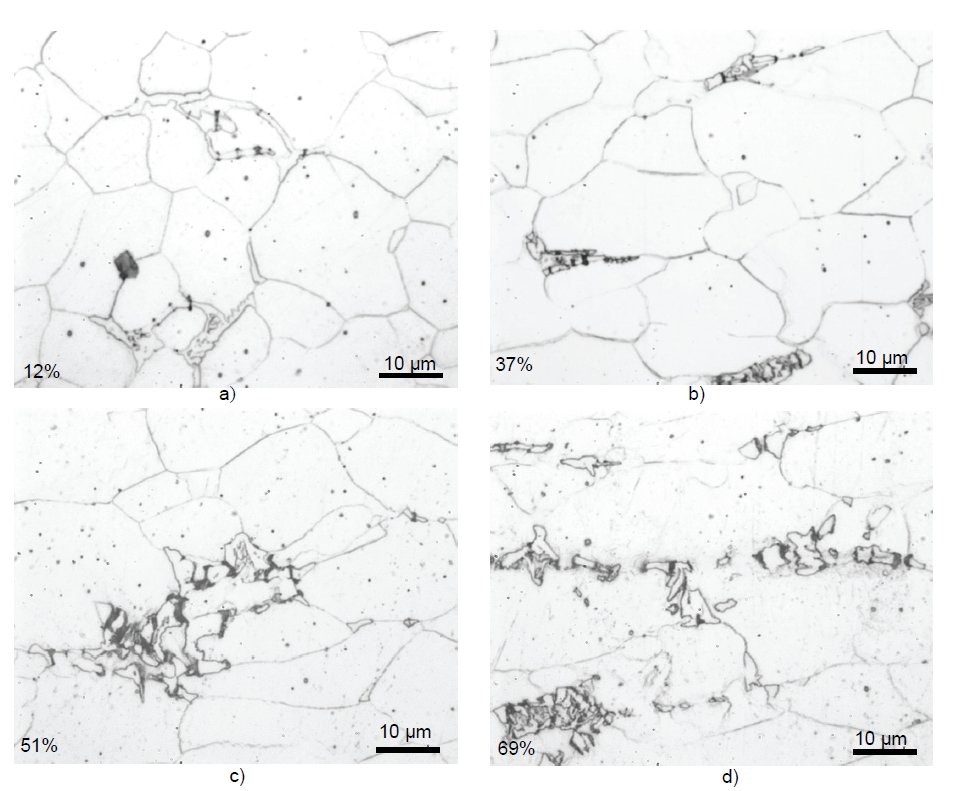
Figure 1: Carbides morphologies after different thickness reduction. Micrographs parallel with the rolling surfaces
a)12% b)37% c)51% d)69%. Scale bars: 10 µm.
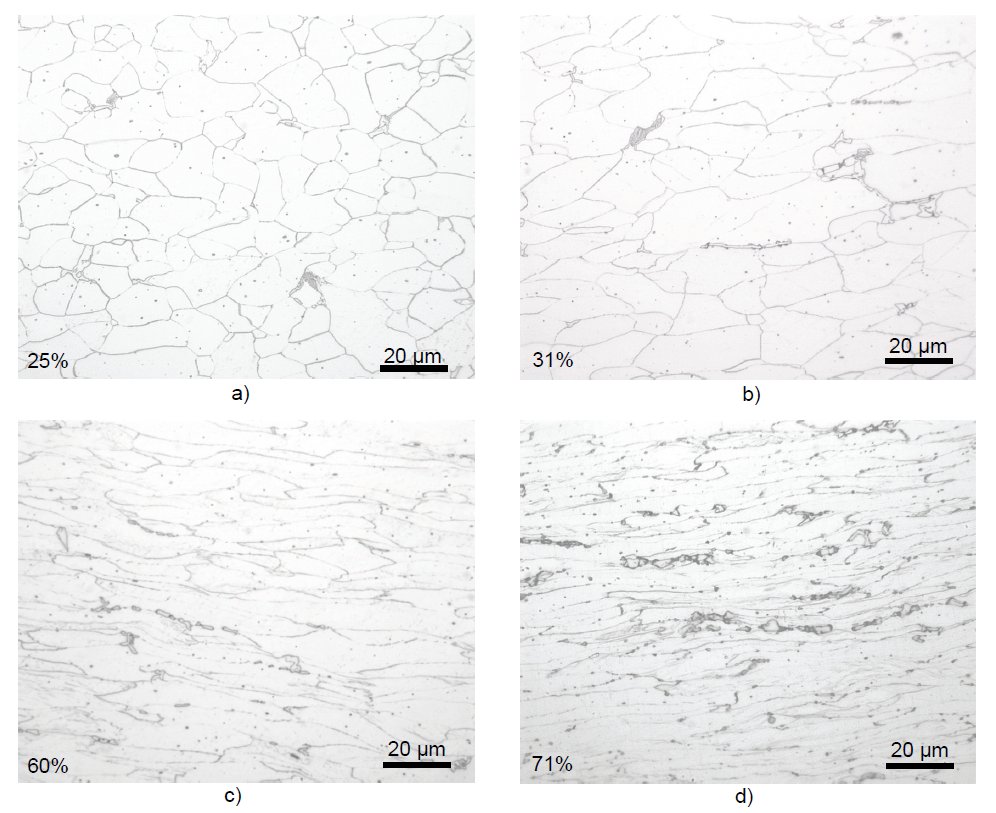
Figure 2: Microstructures of samples in rolling direction after some characteristic reduction level
a)25% b)31% c)60% d)71%. Scale bars: 20 µm.
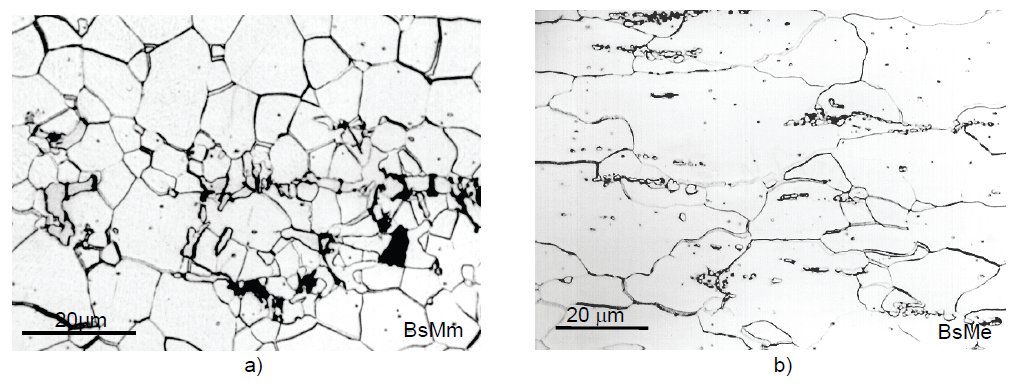
Figure 3: Micrographs parallel with surface
a) middle of the coil middle of the strip b) end of the coil, middle of the strip. Scale bars: 20 µm.
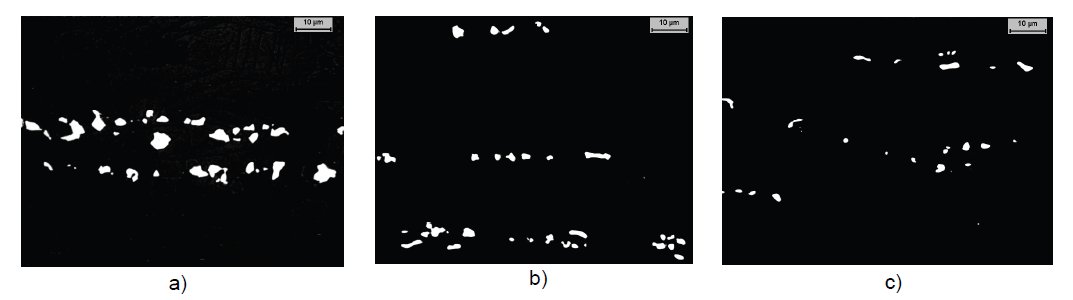
Figure 4: Carbides morphology on longitudinal section; Klemm’I
a) AaMm; b) AaEm; c) AaEe.
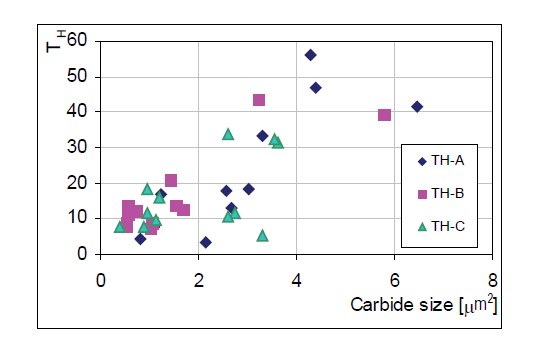
Figure 5: The carbide size effect on TH values.
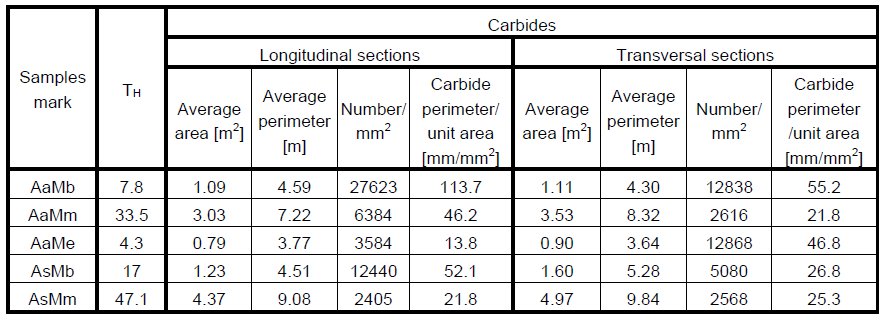
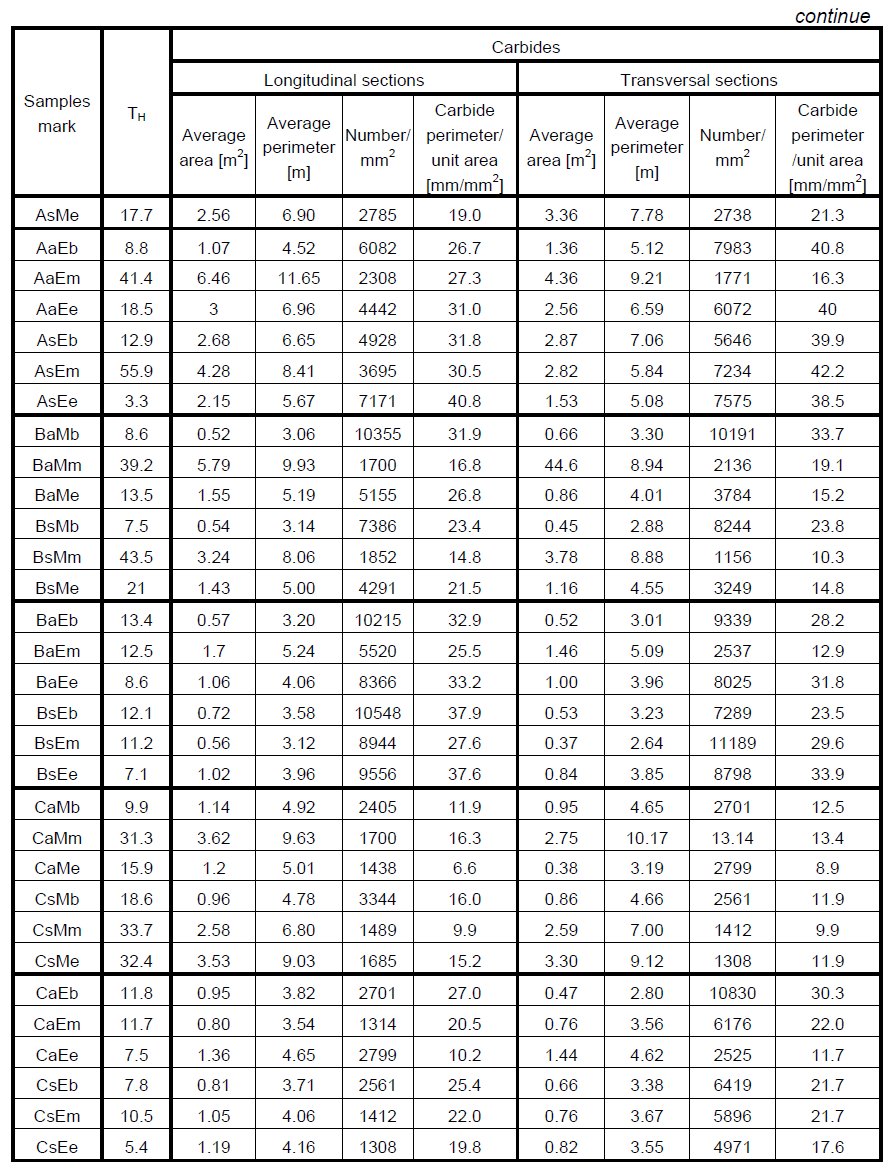
Tabble 3: Characteristics of samples regarding the carbides and TH values.
Carbide name: No data
Record No.: 1216
Carbide formula: No data
Carbide type: No data
Carbide composition in weight %: No data
Image type: LM
Steel name: DC01EK and DC04EK
Mat.No. (Wr.Nr.) designation: No data
DIN designation: No data
AISI/SAE/ASTM designation: No data
Other designation: No data
Steel group: Low carbon steels
Steel composition in weight %: See the tables 1 and 2.
Heat treatment/condition: In our experiments we have studied the hydrogen permeability and the microstructure at different
deformation levels (cold rolling) of Al-killed low carbon enamel-grade steel sheets. The steel were
elaborated in LD steel converter, followed by continuous casting, hot rolling and pickling at
Steelworks in DUNAFERR Ltd. The coiling temperatures were high (exceed 700°C), so we expected
for the hot rolled strip the appearance of carbides at the ferrite grains boundaries.
The effect of the plastic deformation on the microstructures and the hydrogen permeability have
been studied one steel sheet samples cold rolled on several rolling levels by duo rolling mill in
Laboratory at Budapest University of Technology and Economics, Department of Material Science
and Engineering. The chemical composition of the steel is given in Table 1.
To study the ferrite grain size and the carbide morphology effects on the hydrogen permeability of
Al-killed, unalloyed low carbon steel sheets were examined samples from different parts of three
cold rolled coils prepared for enamelling. The steel sheets qualities were DC01EK and DC04EK
(EN 10209 - 96). The chemical composition of the coils is given in Table 2.
Each of the examined coils was elaborated in LD steel converter, followed by continuous casting, hot
rolling and pickling at Dunaferr Steelworks Ltd. The coils were cold rolled at Dunaferr-Voest Alpine
Ltd. For the cold rolled sheets the thicknesses reduction was about 70%. After cold rolling the
examined coils were annealed in gutter-wound coil, in bell-type annealing furnace. The annealing
temperature was 670°C; the holding time in each case was 16 hours. The annealing was succeeded
by skin-pass rolling.
The carbides morphologies were determined applying Quantimet 550 image analyser at the
Innovation Management of Dunaferr Co.
Note: The tendency for fish-scale formation in case of the cold rolled Al-killed low carbon enamel grade steel
sheets has been characterized by the hydrogen permeability. There are a good correlation between the
microstructure and the hydrogen permeation time. The cold rolling effect on the microstructure and on the TH value
have been studied on samples prepared from Al-killed low carbon steel sheets with high coiling temperatures after
several cold rolling levels. The microstructure of the hot rolled sheet was formed from ferrite and large carbides. The
TH value of the hot rolled strip was very short. Due to the cold rolling at the beginning of the process the dislocation
densities increase. After some % of reducing in thickness at the ferrite –carbide interfaces appear voids. Increasing
the reduction in thickness cracks appears in the carbides. After heavy reductions the carbides are broken into
fragments, groups of fragments being elongated in the rolling direction. Increasing the reducing grade of the sheets’
thickness the hydrogen permeation time calculated for 1 mm thickness increased. After some reduction level the TH
value increased significant. At these reduction levels in each case something has changed in the microstructure
characteristics. Serve as an example at about 31% reduction TH =4.04 min/mm2; at 37% reduction TH =11.56
min/mm2. There we could observe broken carbides and microcavities between them. At 51% reduction for the
microstructure has became characteristic the broken carbides, TH =24.4 min/mm2. Other jumping were observed at
60% reduction (TH =47.9 min/mm2) where the ferrite grains elongation became characteristic.
Plastic deformation effect: We have studied the effect of the cold rolling on the
hydrogen permeation time calculated for united steel
sheet thickness and on the microstructure. We studied
the microstructure of the samples on longitudinal,
transversal cross sections and parallel to the surface.
The microstructures of the hot rolled strips were
homogeneous, formed from ferrite, carbides, few
pearlite and non-metallic inclusions. The carbides and
pearlite were located at the equi -axial ferrite grains
boundaries. The equi -axial ferrite grain size was
dgen=26.6 µm. The hydrogen permeation times were
very short (TH = 0.6). Increasing the reduction of the
thickness of the sheets the hydrogen transmission time
increased, but at some reductions of the thickness
appeared jumping in the TH value. At 12%
reduction in comparison with hot rolled strip the
microstructure has not changed, but at few places it
could be discovered cracks in the carbides (Fig. 1). At 18%- 20% reduction of the thickness we could discern 1-2 broken carbides. After a reduction about25% we could observe more but not too much broken carbides. The cracks appeared perpendicular
on rolling direction and on the surface. Sometimes we observed microcavities in ferrite closed by the
broken-points. Sometimes cracks in carbide are not observed by microscope, but voids appeared at
the ferrite–carbide interface. The equi -axial ferrite grain size was dgen=26.6 µm. After 31% reduction
of the thickness we observed a moderate ferrite grain elongation in longitudinal direction (Fig. 2a.).
At 37% reduction appeared a sharp incresing in TH value (TH =11.56). There we could discern more
broken carbides and between the carbide fragments microcavities have appeared.
Increasing the reduction of the thickness the ferrite grains extension in rolling direction became
progressively more apparent (Fig. 2). The hydrogen permeation time increased significantly (TH
=24.4) after 51% thickness reduction. The broken carbides became characteristic after 51%
thickness reducing. Microcavities appeared among the carbide fragments. At 60% reduction the
hydrogen permeation time approximately had doubled (TH =47.9). At these samples near the broken
carbides the ferrite grain elongation became characteristic. At about 70% reductions the carbides
were broken into fragments and the groups of fragments were elongated in the rolling direction. The
ferrite grains elongation became more visible. For the last 3 reductions levels on the longitudinal
samples has became visible shear bands. The calculated hydrogen permeation time was 101.
Presence of microcavities plays important role to avoid the fish scale formation. If they are present in
big amount they not disappeared during annealing and during enamel firing thermal cycle.
Effect of carbides and ferrite grain sizes were studied on Al-killed low carbon enamel grade steel
sheets after annealing under industrial condition. The thicknesses reductions of the sheets during of
the cold rolling were about 70%.
In order to study the microstructure the samples were prepared from the beginning (samples
notification: b), from the middle (samples notification: m) and from the end of the coils (samples
notification: e) 2.2 m long sheets before and after skin-pass rolling. The samples were taken from
the middle transversal strips of the sheets, and they are nominated with a after annealing and with s
after skin-pass rolling.
TH values were measured prior to and after skin-pass rolling at the beginning, in the middles and at
the end of the coils. We have measured the hydrogen permeability in each case in the middle
(samples notification: M) and at the edges (samples notification: E) of the transversal bands of
sheets (3 samples in each positions). The TH values of the samples taken from the middle of cold
rolled coils, and from the middle of the transversal strips were long; but generally the TH values of
samples taken from the end or from the beginning of the coils, were much lower.
The microstructures of the samples were formed from ferrite, carbides and non-metallic inclusions.
The microstructures of the cold rolled sheets were not homogeneous. There were differences in the
microstructure between the middle of sheets and at the edges of sheets, and middle of the coils and
at beginnings and at the ends. The differences are likely to be caused by the technology. During hot
rolling the temperature is different in the middle and at edges of coils. The microstructures at the
beginning of the coils and at the end of the coils due to the manipulation, differ from the
microstructure in the middle of the coils. Annealing in gutter-wound coil in bell-type furnace also
influences the microstructure.
The carbides groups were generally smaller in the middle of the coils and at the edge of the sheets
than in the middle of the sheets (Fig. 3). The microcavities were smaller, or eventually disappeared. At the
samples taken from the end and from the beginning of the coils the carbides were generally relative
small and have round shape. Microcavities were not characteristic among the carbides. To study the carbide morphology the samples were etched by Klemm’I reagent (Fig. 4). The broken carbides areas typically were higher than 3 µm2 in the middle of the coils and in the
middle of the sheets. In the middle of the coils and at the edge of the sheets the carbides groups
were generally smaller than in the middle of the sheets. The carbides areas of the sheets with 1 mm
thickness (C) were between 2-3 µm2, while for sheets with 0.8 mm thickness (B) were between 1-2
µm2 and for the sheets with 0.7 mm thickness (A) were between 4-7 µm2.
Characteristics of samples regarding the carbides are given in table 3.
Links: No data
Reference: Not shown in this demo version.