Alphabetical Index
Chemical Composition of Steels
Keyword Search
Steel Names
Alloyed Steels
Carbon Steels
Cast Irons
Chromium Steels
Cold Work Tool Steels
Creep Resistant Steels
Hot Work Tool Steels
Molybdenum Steels
PM steels
Stainless Steels
Structural Steels
Tool Steels
Vanadium Steels
White Cast Irons
M2C Carbides
M3C Carbides
M7C3 Carbides
M23C6 Carbides
MC Carbides
Light Microscopy
EDS/WDS Microanalysis
Scanning Electron Microscopy
Transmission Electron Microscopy
X-Ray Diffraction
Help
Contact Us
Home
Chromium carbides in 3% chromium steel for rolls
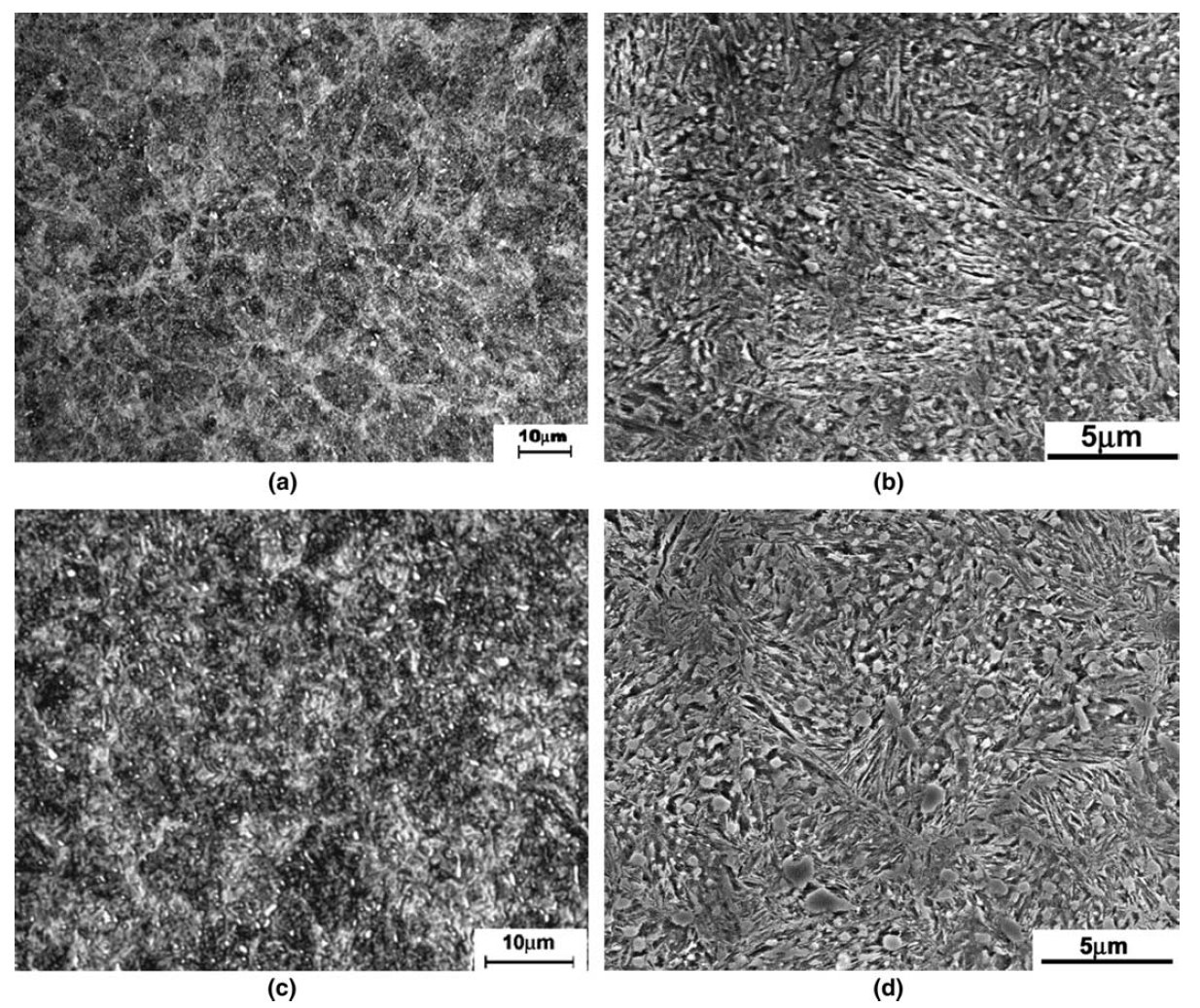
Figure 1: Radial section. Induction hardening layer. Working surface showing tempered martensite and dispersed chromium carbides.
Etching: nital: (a) and (b) microstructure of roll 1; (c) and (d) microstructure of roll 2. Scale bars: 10, 5 µm.
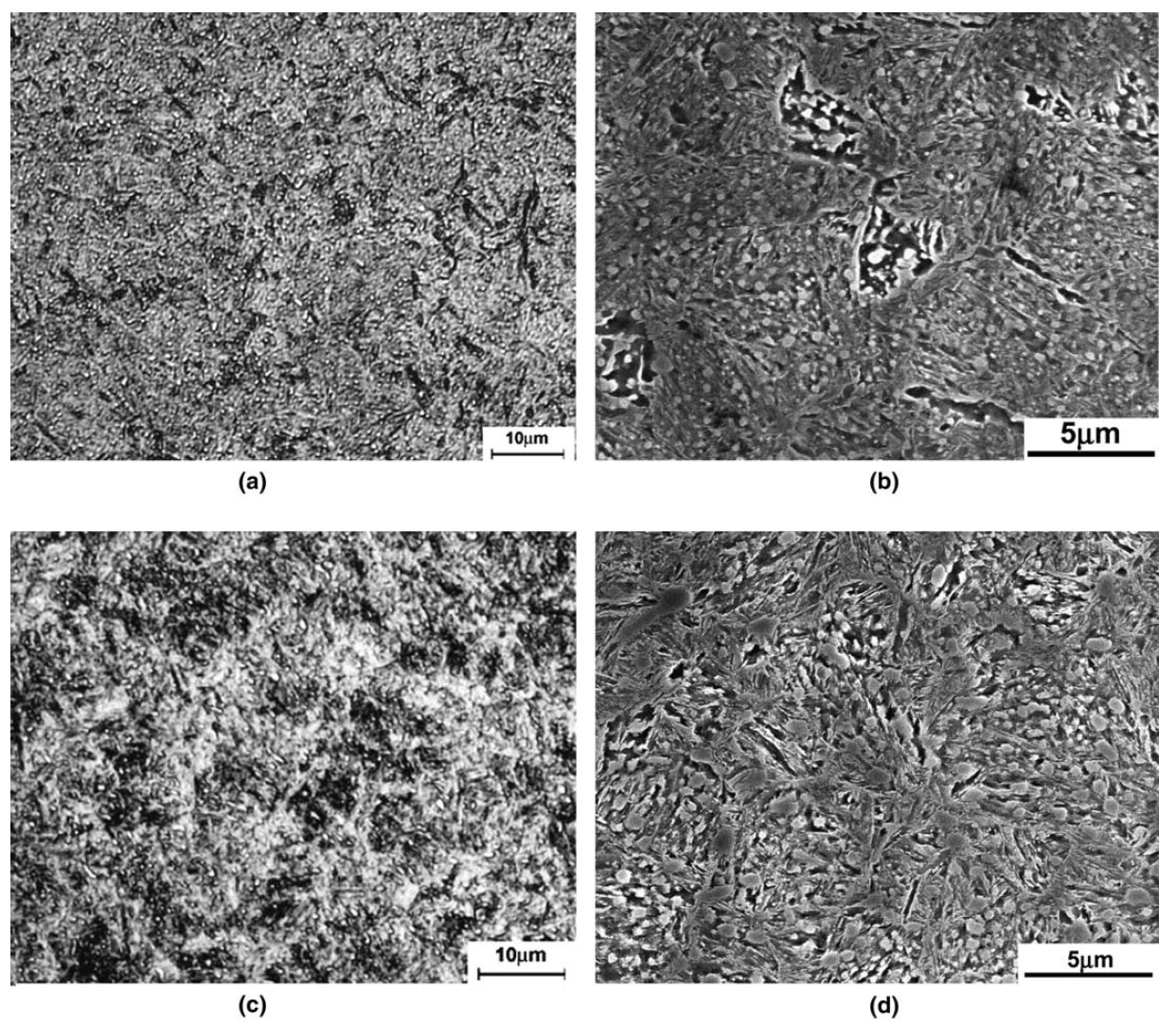
Figure 2: Radial section. Induction hardening layer. Spalling surface showing tempered martensite, dispersed chromium carbides and
spheroidised pearlite. Etching: nital. (a) and (b) microstructure of roll 1. (c) and (d) microstructure of roll 2. Scale bars: 10, 5 µm.
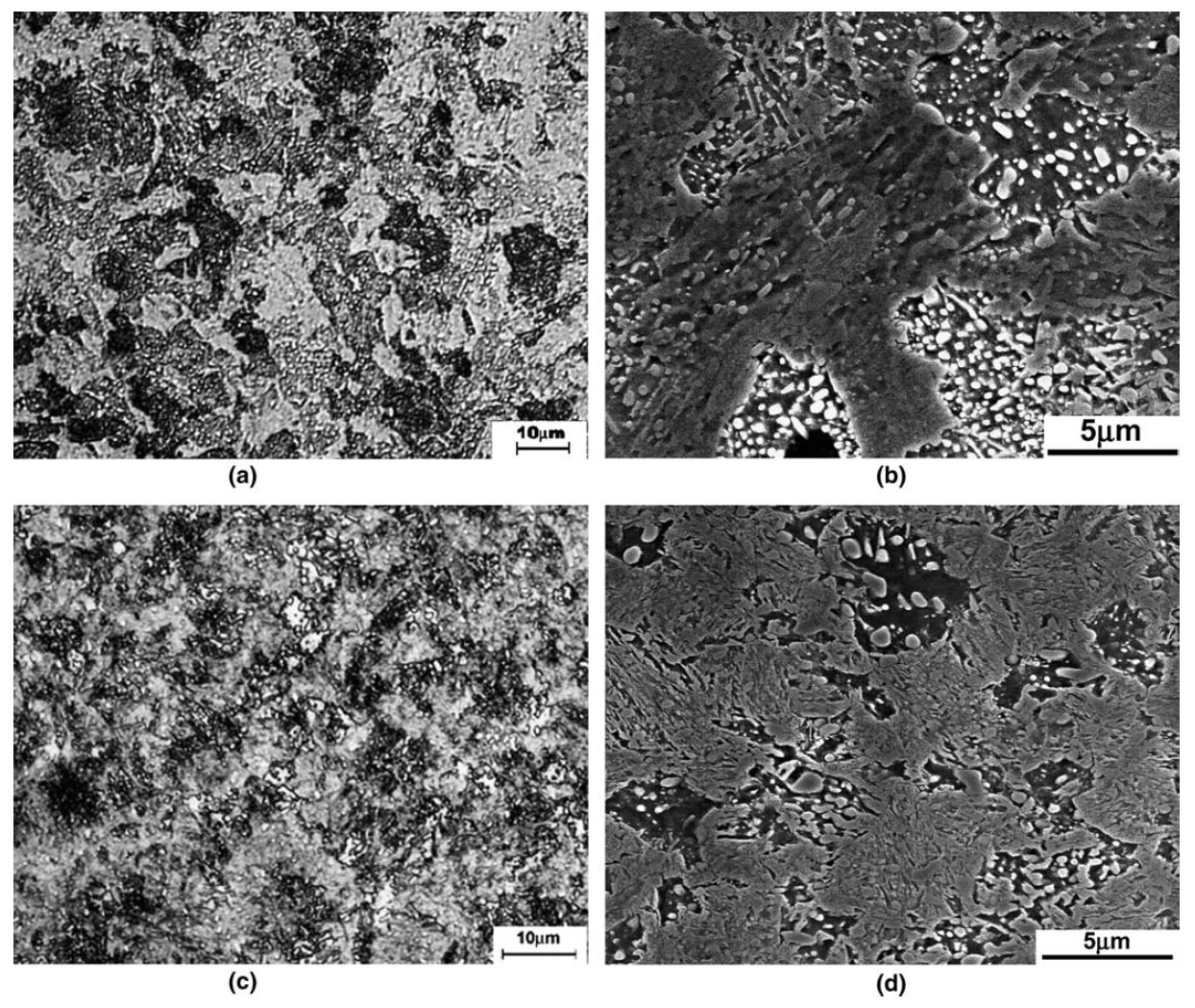
Figure 3: Radial section. Interface between the induction hardening layer and core showing tempered martensite, dispersed carbides and
spheroidised pearlite. Etching: nital. (a) and (b) microstructure of roll 1; (c) and (d) microstructure of roll 2. Scale bars: 10, 5 µm.
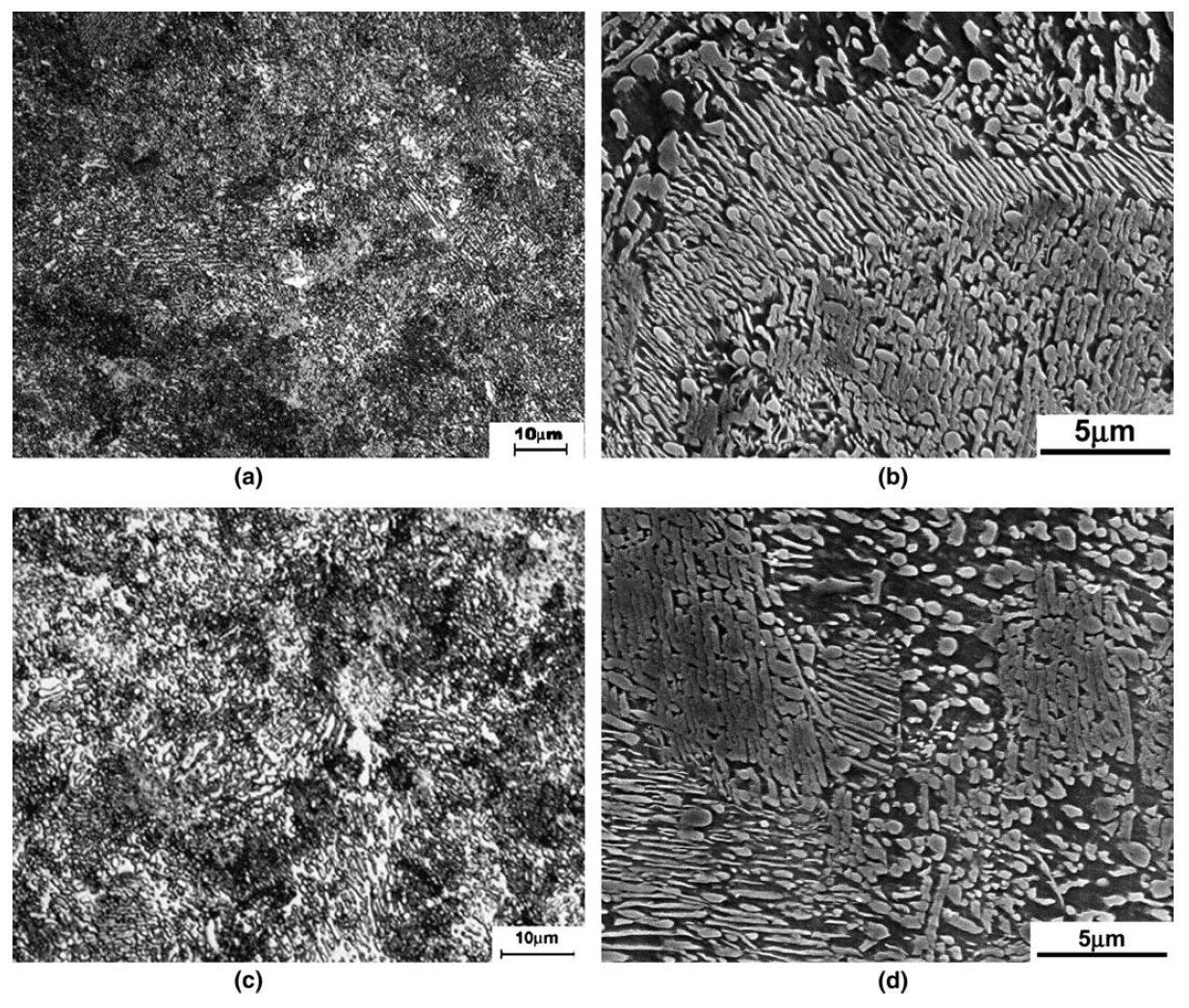
Figure 4: Radial section. Core showing ferrite and colonies of pearlite. Etching: nital. (a) and (b) microstructure of roll 1; (c) and (d)
microstructure of roll 2. Scale bars: 10, 5 µm.
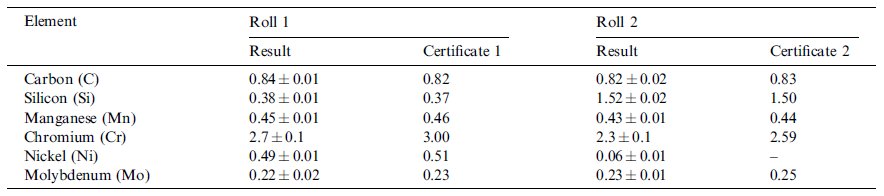
Figure 5: Diffractograms – Cr-Ka emission (40 kV and 30.0 mA), continuous scan mode, scanning rate of 0.1 deg 2tehta/min, sampling pitch of
0.01 deg., sample rotation of 60 rpm: (a) Roll 2, working surface; (b) Roll 2, spalling surface.
Table 1: Chemical composition in wt.%.

Table 2: Volume fraction of retained austenite in the matrix.
Carbide name: Chromium carbides
Record No.: 731
Carbide formula: No data
Carbide type: No data
Carbide composition in weight %: No data
Image type: LM, SEM
Steel name: 3% chromium steel
Mat.No. (Wr.Nr.) designation: No data
DIN designation: No data
AISI/SAE/ASTM designation: No data
Other designation: No data
Steel group: Cold work tool steels
Steel composition in weight %: No data
Heat treatment/condition: No data
Note: The premature failure of two forged and induction hardened low alloy steel work rolls used for cold rolling of high
and medium carbon steel was investigated. Microhardness profiles indicated that the values of the effective induction
hardening depth for both rolls are below the users requirement. Tensile testing results of the core of the rolls indicated
that the tensile and yield strengths are also below the manufacturers requirements, the latter being 50% below the
minimum requirements. The microstructure of the spalling surface presented tempered martensite, dispersed chromium
carbides and spheroidised pearlite. The presence of spheroidised pearlite may have promoted the sub-superficial nucleation
of rolling contact fatigue cracks. The heat-treatment schedule should be optimised in order to increase the
depth of the hardening layer and the mechanical properties of the core, so that the contact fatigue life of the rolls can be
improved.
The chemical composition of both rolls is in good agreement with the certificates supplied by the rolls manufacturer (see Table 1).
The inclusion content of the samples was obtained by comparison with plate I of ASTM E 45-76
standard (method A). The results indicate that the working surface and the core of the rolls present
globular alumina oxide (D type), fine series, inclusion content level 2. No information was made available
concerning the requirements for the inclusion content.
The microstructure of the working surface of roll 1 is formed of tempered martensite, approximately 1% volumetric fraction of dispersed chromium carbides
close to 0.5 µm (see Figs. 1(a–b)) and 14% volumetric fraction of retained austenite in the matrix (see Table
2 and Figs. 5(a–b)). The carbide stoichiometry could not be determined by EDS microanalysis. The microstructure
of roll 2 is similar (see Figs. 1(c–d)), but the presence of retained austenite was not observed (see Table 2).
The microstructure of the spalling surface of roll 1 is formed by tempered martensite, approximately 1%
volumetric fraction of dispersed chromium carbides of approximately 0.5 µm, 1% volumetric fraction of
retained austenite in the matrix (see Table 2), and additional presence of spheroidised pearlite (see Figs.
2(a–b)). The microstructure of roll 2 is similar (see Figs. 2(c–d)), but the presence of retained austenite was
not observed (see Table 2).
The microstructure of the transition zone of both rolls is mainly formed by spheroidised pearlite, with
the additional presence of areas of tempered martensite (see Figs. 3(a–d)). The core of both rolls is formed
mainly by pearlite (see Figs. 5(a–d)).
The presence of spheroidised pearlite (associated with low volumetric fraction of retained austenite on
the spalling surface (as observed for roll 1) is the result of the induction hardening treatment along the roll.s
depth. At a given depth, the material is not subjected to sufficient time and temperature inside the austenite
field to completely dissolve the cementite of the prior pearlitic microstructure. As a result, the carbon content of the austenite does not reach a maximum value, increasing the martensite start (Ms) and finish (Mf) temperatures and reducing the amount of retained austenite after quenching.
Links: No data
Reference: Not shown in this demo version.