Alphabetical Index
Chemical Composition of Steels
Keyword Search
Steel Names
Alloyed Steels
Carbon Steels
Cast Irons
Chromium Steels
Cold Work Tool Steels
Creep Resistant Steels
Hot Work Tool Steels
Molybdenum Steels
PM steels
Stainless Steels
Structural Steels
Tool Steels
Vanadium Steels
White Cast Irons
M2C Carbides
M3C Carbides
M7C3 Carbides
M23C6 Carbides
MC Carbides
Light Microscopy
EDS/WDS Microanalysis
Scanning Electron Microscopy
Transmission Electron Microscopy
X-Ray Diffraction
Help
Contact Us
Home
MC, M7C3 carbides in ROLTEC,TOUGHTEC, WEARTEC, AISI A2, D2 and D6 steels
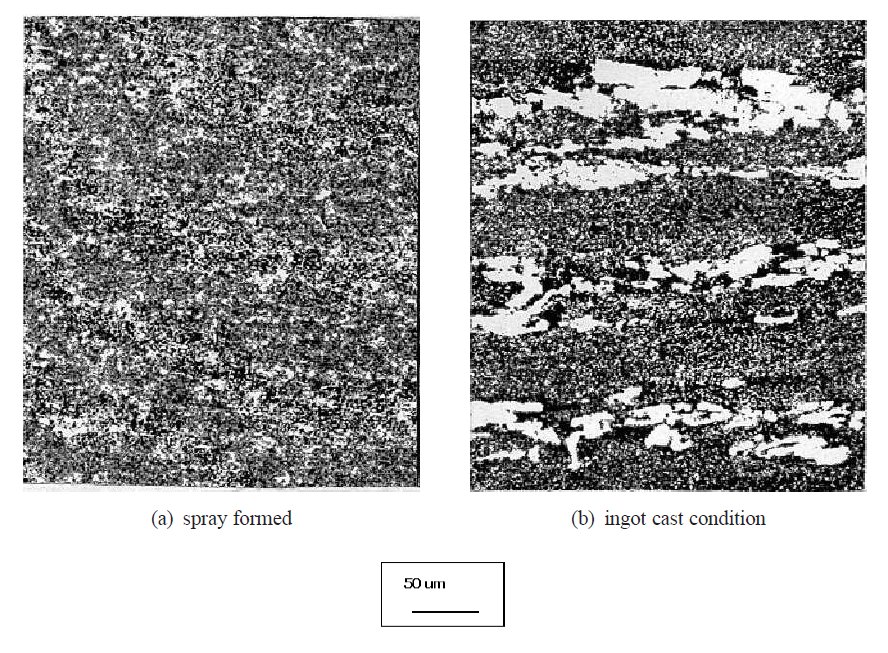
Figure 1: Microstructure of 12% Cr-steel, AISI D2. Both variants have been forged to a medium sized dimension. Scale bar: 50 µm.
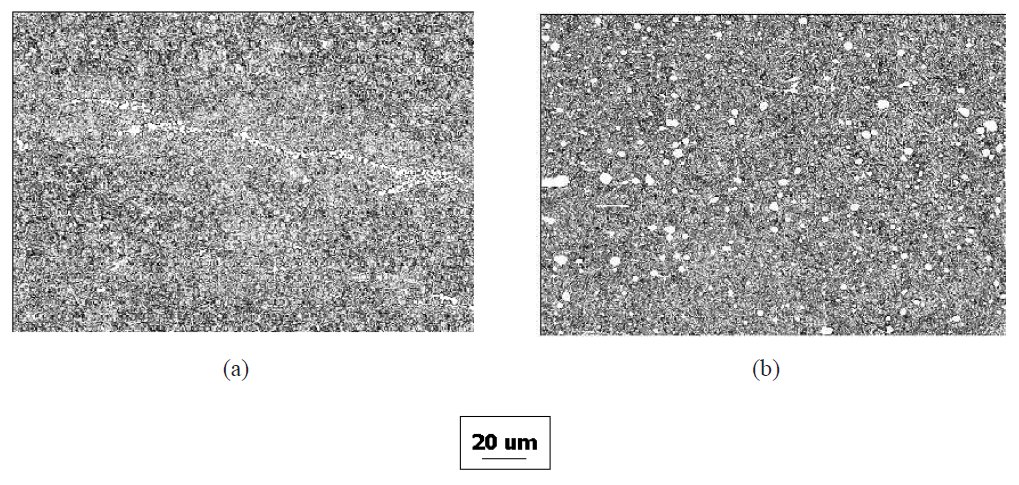
Figure 2: Microstructure of a) an ingot cast steel with 0.7% C and 5% Cr and b) a spray
formed steel alloyed with 4% V and low in Cr. Both variants have been forged to a medium
sized dimension and heat treated to 60 HRC. Scale bar: 20 µm.
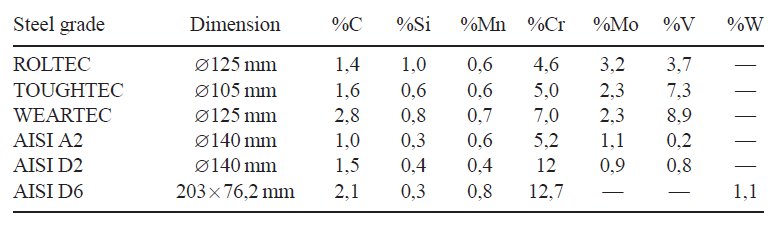
Table 1: Nominal chemical composition and dimension of investigated steel grades.
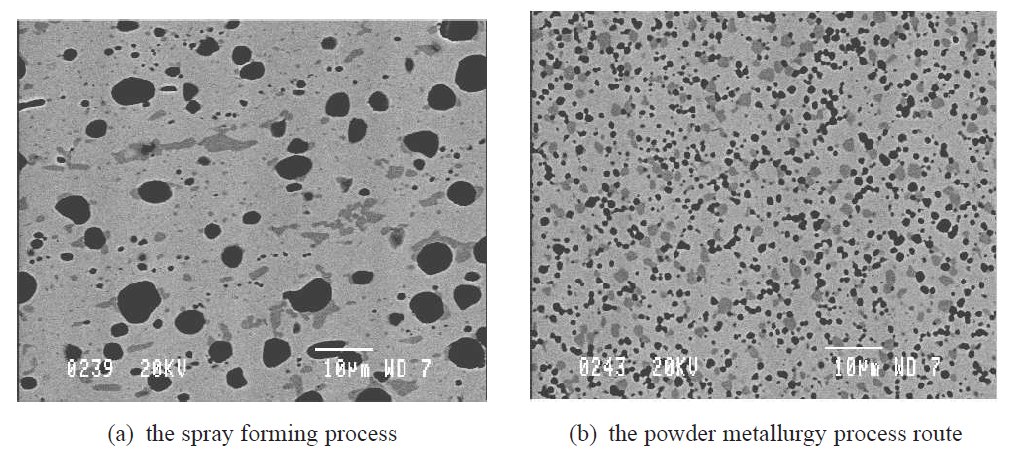
Figure 3: Microstructure of a 10% V steel after hot working to a medium sized dimension
and heat treated to 62 HRC. Scale bars: 10 µm.
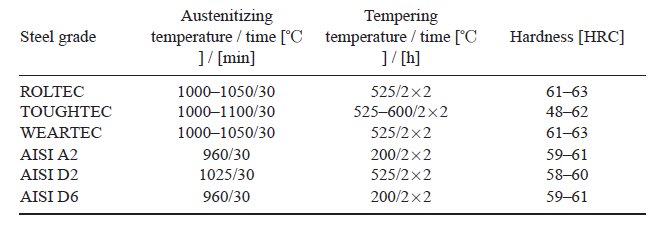
Table 2: Heat treatment procedure for the investigated steels.
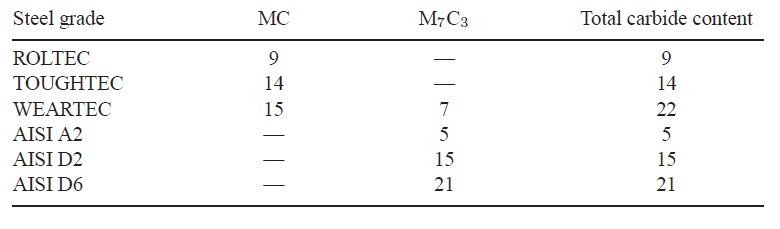
Table 3: Volume fraction (%) of carbide and carbide type after heat treatment to 5563 HRC.
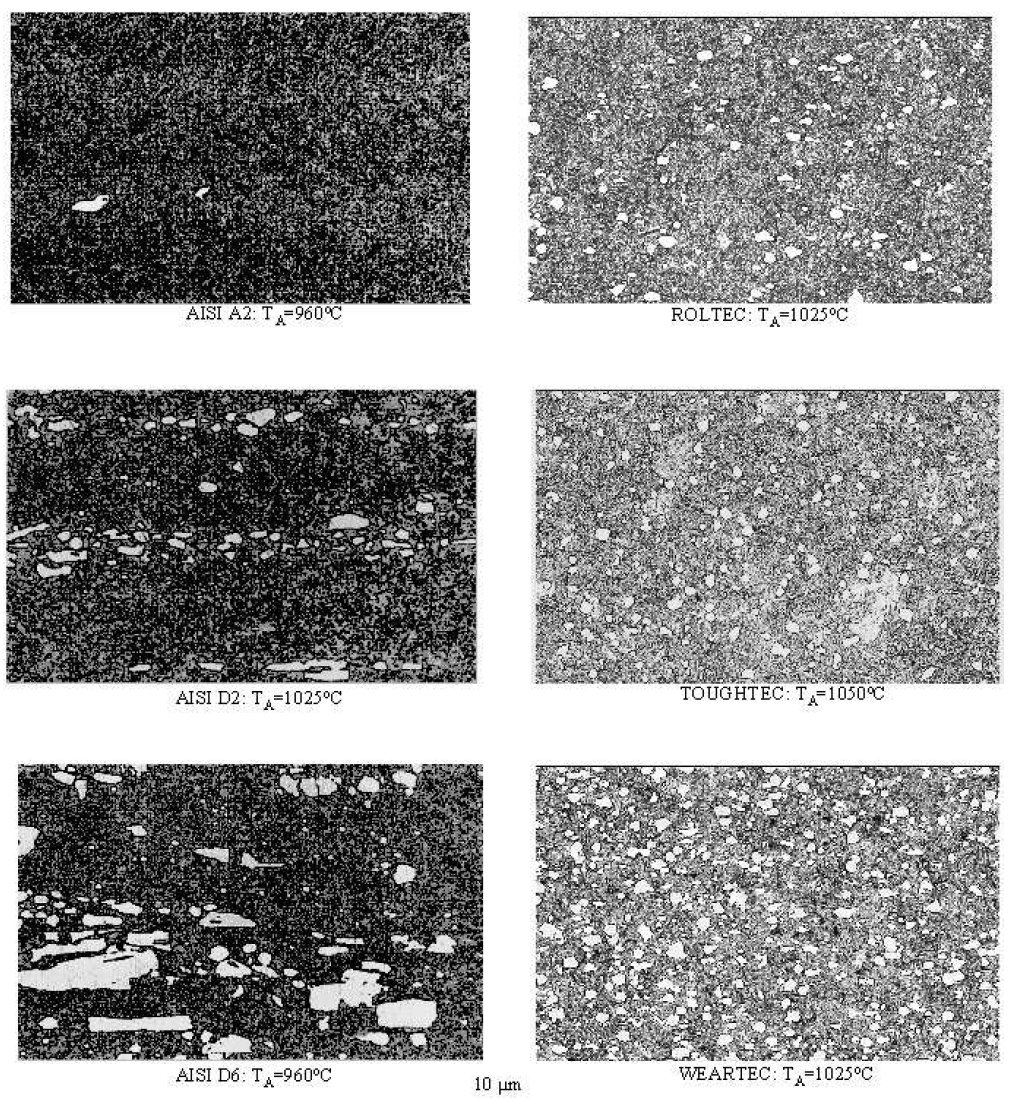
Figure 4: Microstructure of AISI A2, D2, D6, ROLTEC, TOUGHTEC and WEARTEC
in heat treated condition. Scale bar: 10 µm.
Carbide name: MC, M7C3
Record No.: 732
Carbide formula: MC, M7C3
Carbide type: MC, M7C3
Carbide composition in weight %: No data
Image type: LM, SEM
Steel name: ROLTEC,TOUGHTEC, WEARTEC, AISI A2, D2 and D6 steels
Mat.No. (Wr.Nr.) designation: No data
DIN designation: No data
AISI/SAE/ASTM designation: No data
Other designation: No data
Steel group: Cold work tool steels
Steel composition in weight %: See the table 1.
Heat treatment/condition: No data
Note: Spray forming of tool steels give unique opportunities to develop steels with
specific properties as this process allows a high degree of freedom as regards
alloying elements. Furthermore, the rapid solidification rate develops a microstructure
suitable for many tool steel applications. The manufacturing of
high alloyed tool steels with a good yield has before only been possible via
powder metallurgy, but is now also possible with use of spray forming.
Spray forming of tool steels on an industrial scale have been introduced
on a number of specially designed steel grades making use of the benefits
of the spray forming technique. The properties of the new developed spray
formed steels are unique in several aspects. Steels with high to excellent
abrasive wear resistance in combination with good ductility and a working
hardness ranging from 4566 HRC are available. This paper presents the
properties of the spray formed tool steels produced on an industrial scale and
these are compared with conventional manufactured grades. Also, industrial
application test are presented.
Spray forming adds newopportunities to design cold work tool steels with
properties not found in conventional produced cold work tool steels. During
casting of conventional ingots the segregation of carbon and carbide forming
elements are known to give material properties in the final hot worked bar
that are strongly directional oriented and on a low level in the transverse direction. This is caused by the formation of strong carbide in segregatied
areas. Preferentially chromium carbides are formed as cold work steels are
based on high amount of carbon and chromium to obtain a properties profile
consisting of high hardness after heat treatment, adequate hardenability and
wear resistance. Ductility is due to this alloying concept and manufacturing
process a factor, which is not able to be greatly optimised. The more rapid
solidification occurring at spray forming gives less time for segregation of
carbon and alloying elements and results in lower segregation and a finer
solidification microstructure. Thus, the resulting microstructure of the hot
worked bar is more homogeneous, but nevertheless much improvement in
wear resistance and ductility can not be gained when spray forming steels of
type D2. In Fig. 1 a comparison is made of the microstructure appearance
for a 12%Cr-steel, AISI D2, manufactured via ingot casting and forging and
via spray forming followed by forging.
The conventionally manufactured Cr-alloyed steels are based entirely on
the soft chromium carbide type (M7C3; ~1700 HV), which is less advantageous
from a wear resistant point of view. The hard and wear resistant
vanadium carbide (MC; 2800 HV) is a more interesting alternative in designing
a wear resistant and ductile tool material. This concept has been
used in the development of alloys suitable for spray forming. In addition
to an excellent wear resistance the ductility is significantly increased compared
to what can be achieved via conventionally produced tool steels due to
a homogeneous distribution of relatively small carbides. Figure 2 illustrates
the uneven microstructure of chromium carbides in a martensitic matrix of
a conventional ingot cast steel with 0.7% C and 5% Cr versus the more
homogeneous microstructure of rounded vanadium and chromium carbides
of a spray formed steel with 4% V and a lower chromium content, which
promotes both wear resistance and ductility.
The properties of three commercial spray formed alloys, ROLTEC,TOUGHTEC
and WEARTEC are presented in this paper. ROLTEC and WEARTEC
are aimed for cold work applications, but also for engineering applications
where a high wear resistance is required. TOUGHTEC is regarded as a steel
aimed for plastic and hot work applications in that a higher priority is given
to ductility compared to the other two grades, but still with an excellent wear
resistance. As reference steels three conventional produced grades are used,
AISI A2, D2 and D6. Table 1 shows the nominal chemical composition and
dimension of the steels investigated. For the conventional grades the main alloying element is 5 to 12% Cr balanced with carbon to give a sufficient
hardness after heat treatment and a combination of abrasive wear resistance and ductility. The spray formed grades are alloyed with high amounts of
vanadium, 3.78.9% and balanced contents of chromium, 4.27.0% and
molybdenum, 2.33.2% in order to achieve a very good abrasive wear resistance
in combination with a good ductility and superior hardenabilty. This
involves that hardness can be maintained also in big section sizes after heat
treatment and/or can a lower cooling speed be used at hardening resulting
in lower dimensional changes. All conventional grades are produced in full
scale via ingot casting. The spray formed grades are manufactured as billets
with a diameter of 500 mm and a length of approximately 2 meter. The spray
forming process is described in more detail in literature.
Also higher alloyed vanadium steel grades are possible to produce via
spray forming for further hot working to suitable dimensions for various
applications. An example is given in Fig. 3, where the microstructure of
a 10% V steel manufactured via spray forming and powder metallurgy is
shown. Both production methods result in a homogeneous distribution of
mostly hard vanadium carbides in a martensitic matrix, but there is a significant difference in size of the carbides with the spray formed carbides having
an average size of around 610 m compared to about 2 µm for the PM
method. This microstructure difference increases abrasive wear resistance
substantionally for the spray formed steel grade, without reducing ductility
too much.
The effect of carbide size on abrasivewear resistance is illustrated inFig. 4,
where three alloys are manufactured in full scale either via conventional
ingot casting (Conv.), spray forming (SF) or powder metallurgy (PM). The
alloys have all been heat treated to 6061 HRC. The lowest wear resistance is
shown by D2 in the whole carbide size range due to the fact that the carbides
are entirely of the softer chromium carbide type (M7C3; ~1700HV). With
an increasing amount of hard vanadium carbides (MC; 2800 HV) and an
increasing carbide size there is a significant improvement in wear resistance.
All steels have been tested as regards mechanical properties for ductility
with unnotched specimens, 7×10×55mm, and for abrasive wear resistance
with an internal standard pin-on-disc method against SiO2. Fracture toughness
testing has been performed for the spray formed grades and compared
to reference data for cold work tool steels. The steels have been heat treated
according to standard procedures to achieve a hardness between 4864 HRC,
albeit mostly to 6063 HRC, as shown in Table 2.
The microstructure of the spray formed grades display significant differences
compared to the conventional ingot cast steels. The spray formed
grades are characterized by an even carbide distribution with mostly hard
vanadium carbides embedded in a martensitic matrix. Depending on the alloy content the volume fraction of carbides varies between 920%. The
size of the carbides are typically 115 10 µm, whereas for D2 and D6 the carbide
size can be up to 100 µm in the longitudinal and 20 µm in transverse
direction, i.e. a significant aspect ratio of the carbide shape is present in conventionally
produced grades. Also, due to the longer solidification time at
ingot casting a heavily banded carbide structure appears in high alloyed conventional
produced steels. In Fig. 4 the microstructures of the investigated
alloys are shown after hardening and tempering.
The volume fraction of carbides in the investigated steel grades after heat
treatment generating a hardness of 5863 HRC is presented in Table 3. Data has been determined by using the point counting technique based on SEM
pictures.
Links: No data
Reference: Not shown in this demo version.