Alphabetical Index
Chemical Composition of Steels
Keyword Search
Steel Names
Alloyed Steels
Carbon Steels
Cast Irons
Chromium Steels
Cold Work Tool Steels
Creep Resistant Steels
Hot Work Tool Steels
Molybdenum Steels
PM steels
Stainless Steels
Structural Steels
Tool Steels
Vanadium Steels
White Cast Irons
M2C Carbides
M3C Carbides
M7C3 Carbides
M23C6 Carbides
MC Carbides
Light Microscopy
EDS/WDS Microanalysis
Scanning Electron Microscopy
Transmission Electron Microscopy
X-Ray Diffraction
Help
Contact Us
Home
MC and M7C3 carbides in Vanadis 6 steel
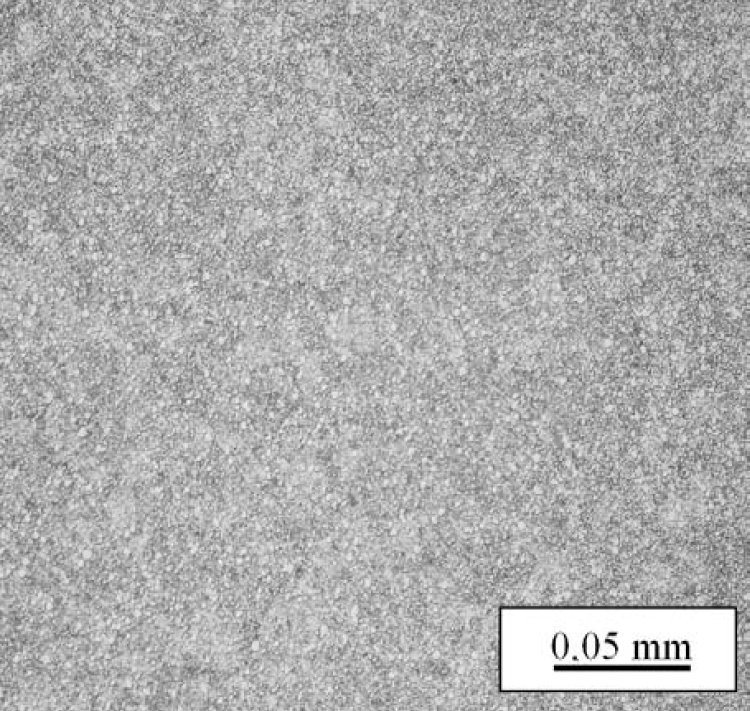
Figure 1: Microstructure of the as-received material state (optical microscopy). Scale bar: 0.05 mm.

Table 1: Heat treatment details.
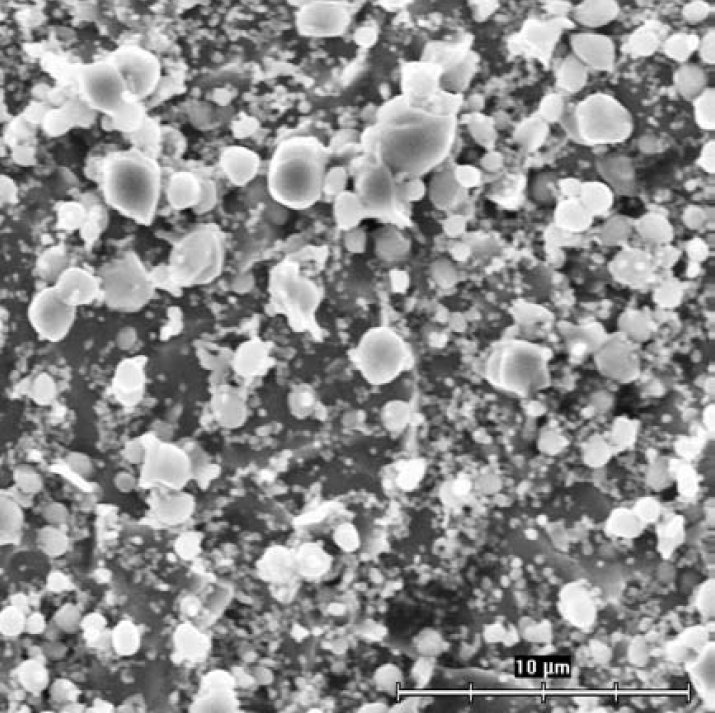
Figure 2: Microstructure of the as-received state (SEM). Scale bar: 10 µm.
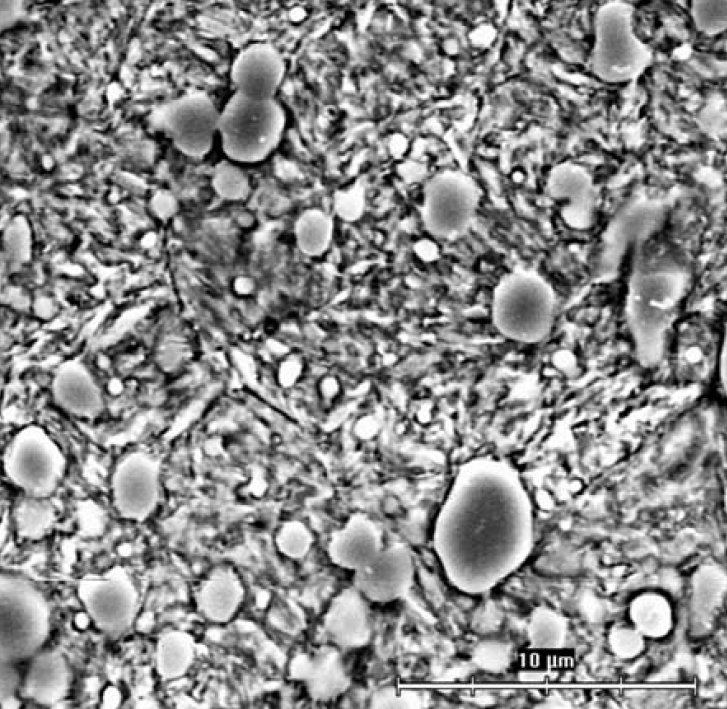
Figure 3: Microstructure of Vanadis 6 after the heat-treatment A. Scale bar: 10 µm.
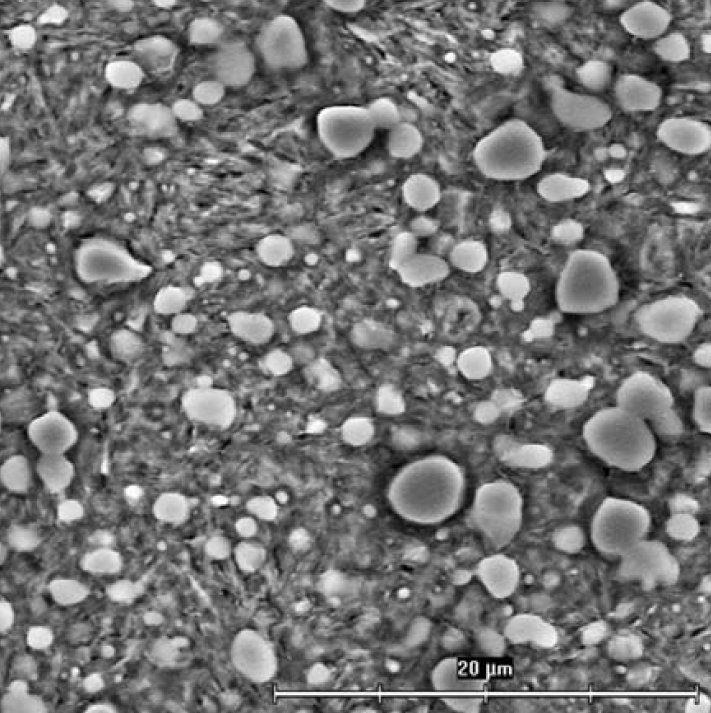
Figure 4: Microstructure of Vanadis 6 after the heat-treatment B. Scale bar: 10 µm.
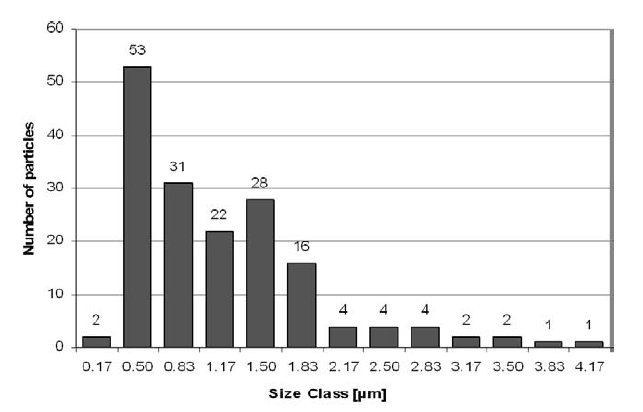
Figure 5: Results of the analysis of the carbide particles sizes and the number in the as-received material.
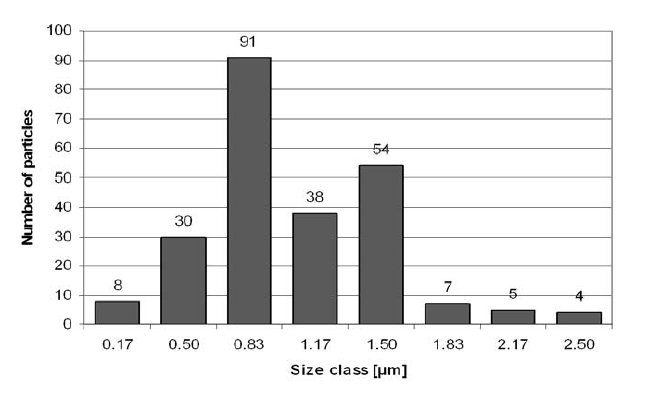
Figure 6: Results of the analysis of the carbide particles sizes and the number in the material after the heat treatment.
Carbide name: MC, M7C3
Record No.: 742
Carbide formula: MC, M7C3
Carbide type: MC, M7C3
Carbide composition in weight %: No data
Image type: LM, SEM
Steel name: Vanadis 6
Mat.No. (Wr.Nr.) designation: No data
DIN designation: No data
AISI/SAE/ASTM designation: No data
Other designation: No data
Steel group: Cold work tool steels
Steel composition in weight %: 2.1% C, 1.0% Si, 0.4% Mn, 6.8% Cr, 1.5% Mo, 5.4% V
Heat treatment/condition: The samples were made from Vanadis 6 a ledeburitic cold-work tool steel and an initial hardness of HV10 = 284. Fifteen specimens for three-point bend tests were net-shape machined to dimensions of (10 × 10 × 100) mm and then submitted to the heat treatments in Table 1.
Note: Duplex coating of high-alloyed tool steels is the newest and most promising technology that allows improvements to tools in
terms of wear resistance and service time. However, the deposition of thin films onto the nitrided surface is associated with
problems that are not yet solved. To clarify the problem of the adhesion and mechanical properties of the system
substrate/coating it is necessary to prepare the substrate with well-defined microstructural parameters. The Vanadis 6 PM
ledeburitic steel was chosen as a substrate for surface processing. It was austenitised, quenched and double tempered to a
desired hardness of HRC = (5758). Some specimens were also sub-zero treated in order to improve the transformation of
austenite to martensite. The microstructure of the heat-processed steel was examined using optical microscopy and scanning
electron microscopy. The resistance to nucleation of fracture was assessed with the three-point bending-strength test and the
fracture surfaces were subjected to a fractographic analysis.
The as-received steel Vanadis 6 has a microstructure
with fine carbide particles uniformly distributed throughout the ferritic matrix. These carbides are of eutectic, secondary and eutectoid origin, as shown in the micrographs
in Figure 1 and Figure 2.
After the heat treatment (Figure 3), the matrix consists of tempered martensite and particles of the carbides M7C3 and MC.
The material submitted to heat treatment B, i.e., with
sub-zero treatment, shows, at first glance, a similar
microstructure, MC and M7C3 carbide particles in a
martensitic matrix with particles of carbide M7C3 fewer
and smaller than after heat-treatment A, Figure 4.
The results of the quantitative analysis of the carbide
particles are presented in Figure 5 (as-received) and Figure 6 (after heat treatment). It is obvious that after
the heat treatment the number of carbide particles is
lower and their size is smaller in comparison to the
as-received material. The main reason is that the
as-received material contains a larger number of
ultra-fine eutectoid carbides that undergo a complete
dissolution in the austenite. In addition, also a part of the secondary carbides is dissolved in the austenite during
the heating up to the final austenitizing temperature.
Links: No data
Reference: Not shown in this demo version.