Alphabetical Index
Chemical Composition of Steels
Keyword Search
Steel Names
Alloyed Steels
Carbon Steels
Cast Irons
Chromium Steels
Cold Work Tool Steels
Creep Resistant Steels
Hot Work Tool Steels
Molybdenum Steels
PM steels
Stainless Steels
Structural Steels
Tool Steels
Vanadium Steels
White Cast Irons
M2C Carbides
M3C Carbides
M7C3 Carbides
M23C6 Carbides
MC Carbides
Light Microscopy
EDS/WDS Microanalysis
Scanning Electron Microscopy
Transmission Electron Microscopy
X-Ray Diffraction
Help
Contact Us
Home
Cr7C3 and NbC carbides in 2.50C-3.30Si-6.20Cr-1.42Ni-2.20Mo-2.60V-0.98W steel
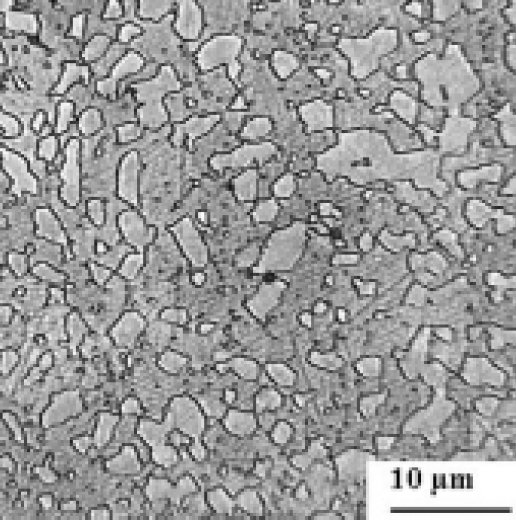
Figure 1: Microstructure of the steel after soft annealing, scale bar: 10 µm.
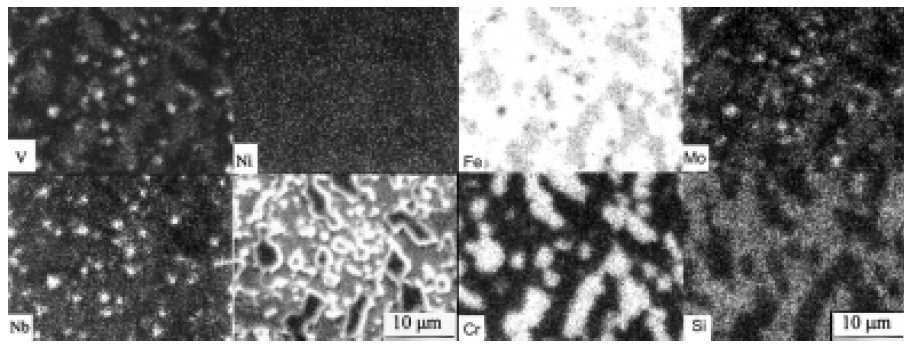
Figure 2: Distribution of alloying elements in the investigated steel (X-ray maps).
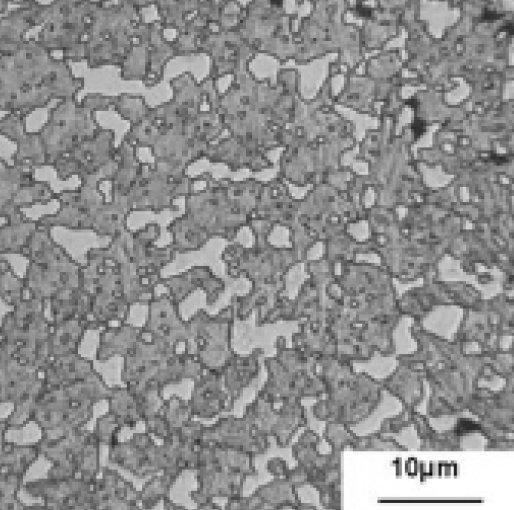
Figure 3: Microstructure of the hardened steel (austenitizing temperature
of 1050°C), scale bar: 10 µm.
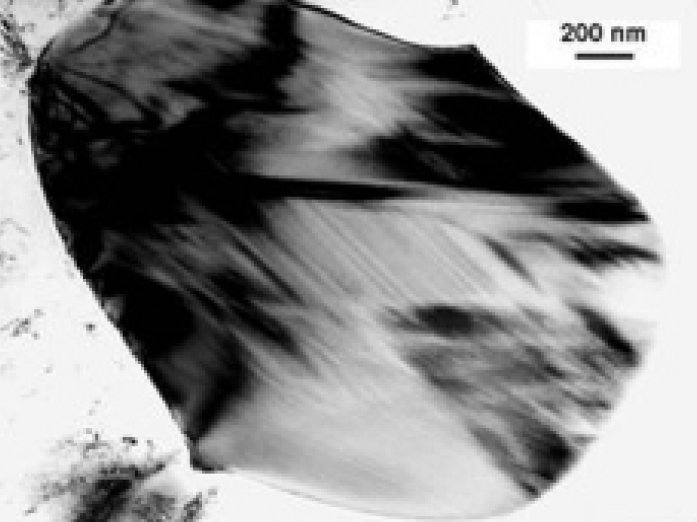
Figure 4: Primary Cr7C3 carbide particle in the hardened steel
(TEM-bright field), scale bar: 200 nm.
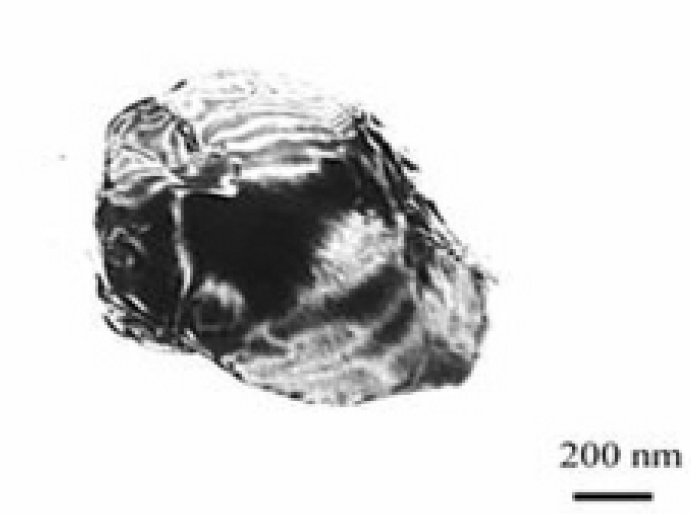
Figure 5: Primary NbC carbide particle in the hardened steel
(TEM-dark field), scale bar: 200 nm.
Carbide name: Cr7C3, NbC
Record No.: 745
Carbide formula: Cr7C3, NbC
Carbide type: M7C3, NbC
Carbide composition in weight %: No data
Image type: SEM, TEM, X-ray
Steel name: 2.50C-3.30Si-6.20Cr-1.42Ni-2.20Mo-2.60V-0.98W steel
Mat.No. (Wr.Nr.) designation: No data
DIN designation: No data
AISI/SAE/ASTM designation: No data
Other designation: No data
Steel group: PM tool steels
Steel composition in weight %: 2.50% C, 3.30% Si, 6.20% Cr, 1.42% Ni, 2.20% Mo, 2.60% V, 2.60% Nb, 0.98% W, 0.03% N, 0.04% O, 0.03% P, 0.02% S.
Heat treatment/condition: The investigated tool steel was prepared using a
powder-metallurgy process. The powder was produced
by atomizing the melt using a nitrogen flow at a pressure
of 400–600 kPa.
Chromium, vanadium, molybdenum and niobium are
the main carbide-forming elements present in steel. The
contents of oxygen and nitrogen, which are of the order
of hundreds of ppm, are in accordance with the method
used for the powder preparation.
The powder was compacted using a hot isostatic
pressing (HIP) method. The steel capsule (length 200
mm and diameter 40 mm) containing the powder was
evacuated. The HIP processing was performed at 1120°C under an argon pressure of 147 MPa for 4 h. The
residual porosity of the hot isostatically pressed product
was negligible.
The heat treatment of the compacted semi-product
consisted of soft annealing, austenitizing, hardening and
tempering. The soft annealing was performed at 780 °C
for 8 h with subsequent slow cooling to 680 °C, and then
holding at this temperature for 2 h. Next, the steel was
slowly furnace cooled to room temperature. The
conditions of soft annealing were selected with the aim
of obtaining a desirable growth of carbide particles.
After this treatment, the hot isostatically pressed
semi-product was cut into samples of size approximately
5 mm × 10 mm × 10 mm. To characterize the influence
of the heat treatment on its properties, the steel was
austenitized for 30 min at temperatures ranging from
1000 °C to 1150 °C, after which it was cooled in nitrogen
with a pressure of 500 kPa to 600 kPa in a vacuum
furnace. As a final step, the hardened steel was tempered
three times at various temperatures in the range 150–700
°C with intermediate air-cooling.
Note: The microstructure of a P/M tool steel with 2.5% C, 3.3% Si, 6.2%Cr, 2.2%Mo, 2.6%V, 2.6%Nb and 1.0%W was investigated
for various heat-treatment conditions, with the aim of achieving an alloy with the maximum hardness. The heat treatment of the
compacted semi-product consisted of soft annealing, austenitizing, hardening and tempering.
The microstructure of the investigated alloy is shown
in Figure 1. It consists of carbide particles that are and
uniformly distributed in the matrix and surrounded with
the matrix. The carbide particles are of two different
sizes.
EDAX microanalysis was used for to determine
theation of chemical composition of the carbides. The
X-ray maps in Figure 2 show that chromium is the main
constituent of the coarse carbides. The size of these
particles ranges from approximately 5 µm to 10 µm.
Vanadium, niobium and molybdenum are present mainly
in the smaller carbide particles of with diameters less
than 3 µm. Vanadium and niobium preferably tend to
form MC carbides. The number of smaller V-, Nb- and
Mo-rich particles is much higher than that of the coarse
Cr-rich particles.
The microstructure of the hardened samples consists
of particles uniformly distributed in the matrix of the
solid solution, as can be seen in Figure 3.
The microstructure of the hardened steel is similar to
that of the soft annealed steel with two types of particles.
The coarse particles of irregular shape, see Figure 4,
were identified using TEM as Cr7C3, and the smaller
particles (Figure 5) as NbC.
The volume fraction of the primary carbide particles
in the steel depends on the austenitizing temperature, and
the volume fraction of the carbides decreases with the
increasing temperature of austenitizing, due to their
dissolution in the austenite. The finest carbides were
present in the steel hardened at 1050 °C.
The final properties of many highly alloyed tool
steels are adjusted by tempering at relatively high
temperatures (500–600 °C), where the peak of the
secondary hardness occurs. To find the optimum tempering conditions for our material, the hardened
samples were tempered (tempering time: 3 × 1 h) at
temperatures from 150 °C to 700 °C and detailed
investigations of the microstructure, the phase composition
and the mechanical properties after tempering
were performed.
Links: No data
Reference: Not shown in this demo version.